Притирка клапанов Лада Приора (ВАЗ 2170, 2171, 2172)
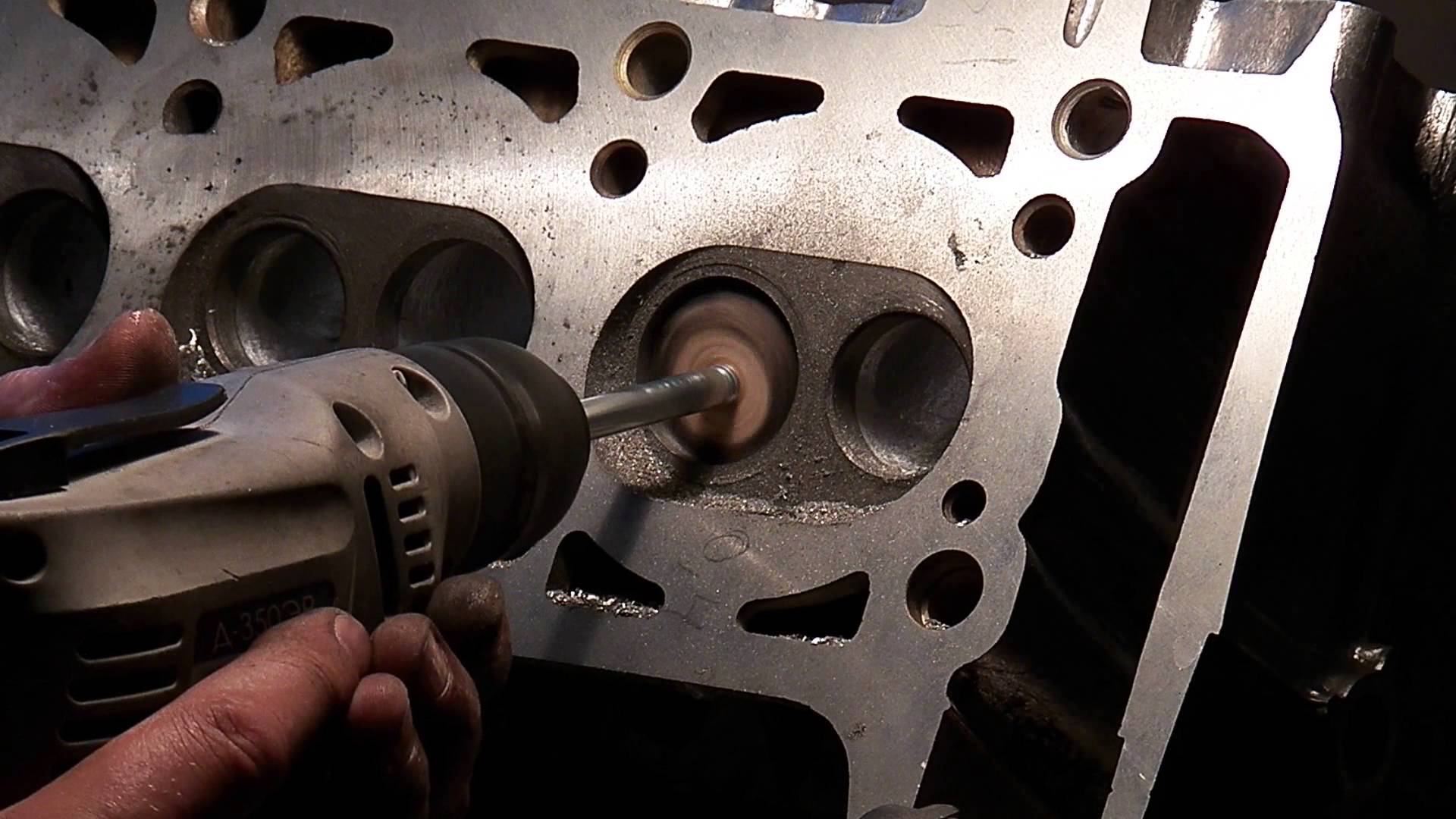
Притирка клапанов Лада Приора (ВАЗ 2170, 2171, 2172)| Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью). |
| Кроме того, в продаже есть готовые ручные держатели клапана. |
|
При их отсутствии можно воспользоваться приспособлением, изготовленным по чертежу (Рисунок 5. |
| Кроме этого вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана. |
| 1. Очистите клапан от нагара. |
|
|

| 4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью). |
| 5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия. |
|
 …и седла клапана в головке блока.
…и седла клапана в головке блока.| 8. После притирки тщательно протрите чистой тряпкой клапан и седло и промойте для удаления остатков притирочной пасты. Проверьте герметичность клапана, для чего установите его с пружинами и сухарями в головку. Затем положите головку камерами сгорания вверх, заглушите свечное отверстие и залейте керосин в камеру сгорания. Если в течение 3 мин керосин не просочится в канал головки блока, клапан герметичен. |
Руководство по ремонту ВАЗ 2170, 2171, 2172
Притирка клапанов: описание, характеристика, принцип работы
Притирка клапанов своими руками — несложная процедура при условии, что автовладелец до этого имел опыт выполнения ремонтных работ. Для проведения притирки седел клапанов понадобится ряд инструментов и материалов, среди которых притирочная паста, устройство для демонтажа клапанов, дрель (шуруповерт), керосин, пружина, по диаметру проходящая в отверстие седла клапана. По времени притирка клапанов двигателя — процедура достаточно затратная, поскольку для ее выполнения необходимо произвести демонтаж головки блока цилиндров.
По времени притирка клапанов двигателя — процедура достаточно затратная, поскольку для ее выполнения необходимо произвести демонтаж головки блока цилиндров.
Что такое притирка и для чего она нужна
Притирка клапанов — это процесс, обеспечивающий идеальное прилегание впускного и выпускного клапана в цилиндрах двигателя на их посадочных местах (седлах). Обычно притирка выполняется при замене клапанов на новые, или же после выполнения капитального ремонта двигателя. В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Другими словами, если не притереть новые клапана, то часть энергии сгоревших газов, будет безвозвратно потеряна вместо того, чтобы обеспечить должную мощность двигателю. При этом наверняка увеличится расход топлива, а мощность мотора однозначно уменьшится. Некоторые современные автомобили оборудованы системой автоматического контроля за формой клапанов. Она попросту стачивает клапан, поэтому необходимость в ручной притирке отпадает.
При этом наверняка увеличится расход топлива, а мощность мотора однозначно уменьшится. Некоторые современные автомобили оборудованы системой автоматического контроля за формой клапанов. Она попросту стачивает клапан, поэтому необходимость в ручной притирке отпадает.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.

- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.

Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.

В настоящее время подобное приспособление заводского изготовления можно найти во многих интернет-магазинах. Однако проблема заключается в том, что цена на них явно завышена. Но если автовладелец не хочет выполнять процедуру изготовления самостоятельно — можно вполне купить приспособление для притирки клапанов.
Методы притирки клапанов
Способов притирки клапанов на самом деле существует два — ручной и механизированный. Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
Вне зависимости от выбранного метода притирки в первую очередь необходимо выполнить демонтаж клапанов из головки блока цилиндров (она должна быть также предварительно демонтирована). Чтобы извлечь клапана из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов. Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Ручной метод притирки
Чтобы выполнить притирку клапанов двигателя автомобиля, необходимо следовать приведенному ниже алгоритму:
- После демонтажа клапана необходимо хорошенько очистить его от нагара. Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь.
- Нанести на фаску клапана сплошной тонкий слой притирочной пасты (для начала используют крупнозернистую пасту, а потом — мелкозернистую).
- В случае, если используется описанное выше самодельное приспособление для притирки, то его необходимо вставить клапан в его седло, перевернуть головку блока цилиндров, и надеть держатель на стоящий в клапанной втулке и смазанный притирочной пастой клапан. Далее нужно закрутить болт с тем, чтобы закрепить клапан в трубе как можно крепче.
- Потом нужно вращать притирочное приспособление вместе с клапаном попеременно в обе стороны на половину оборота (примерно на ±25°). Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.

Ручную притирку клапанов необходимо выполнять до появления на фаске матово-серого ровного однотонного пояска. Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
Другим признаком, по которому можно косвенно судить, что притирку можно заканчивать, является изменение звука процедуры. Если в начале притирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть, когда трется не металл по металлу, а металл по матовой поверхности. Обычно процесс притирки занимает 5…10 минут (зависит от конкретной ситуации и состояния клапанного механизма).
Обычно притирку выполняют с использованием паста разной зернистости. Сначала используют крупнозернистую пасту, а потом — мелкозернистую. Алгоритм их использования одинаковый. Однако вторую пасту можно использовать лишь после того, как будет хорошо зашлифована и затвердеет слой первой пасты.
После выполнения притирки необходимо тщательно протереть непосредственно клапан и его седло чистой ветошью, а также можно промыть поверхность клапана с тем, чтобы удалить с его поверхности остатки притирочной пасты.
Проверить качество притирки путем проверки концентричности расположения тарелки клапана и его седла. Для этого необходимо нанести на фаску головки клапана тонкий слой графита карандашом. Далее помеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, после провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то от одного поворота клапана все нанесенные черточки сотрутся. Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
По завершении выполнения притирки клапанов все рабочие поверхности деталей промывают керосином с целью удаления остатков притирочной пасты и грязи. Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
В процессе притирки клапанов необходимо избавиться от следующих типов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. В частности, на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.

Обратите внимание, что если в первом случае клапан можно просто притереть, то во втором нужно обязательно выполнить его проточку. В некоторых случаях притирка выполняется в несколько этапов. Например, грубая притирка проводится до тех пор, пока на поверхности обрабатываемой детали не будут удалены все раковины и царапины.
Зачастую для притирки используют пасту с разным уровнем зернистости. Крупный абразив предназначен для удаления значительных повреждений, а мелкий — для доводки. Соответственно, чем более мелкий абразив применяется — тем качественнее считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно попадание абразивной пасты на другие элементы клапанного механизма. Если же она попала туда — смойте ее керосином.
Притирка клапанов дрелью
Притирка клапанов с помощью дрели — наиболее оптимальный вариант, с помощью которого можно сэкономить время и силы. Его принцип аналогичен ручной притирке. Алгоритм его выполнения следующий:
Его принцип аналогичен ручной притирке. Алгоритм его выполнения следующий:
- Взять подготовленный металлический стержень и надеть на него резиновый шланг подходящего диаметра. Для лучшего закрепления можно воспользоваться хомутом соответствующего диаметра.
- Упомянутый металлический стержень с прикрепленным резиновым шлангом закрепить в патроне электродрели (или шуруповерта).
- Взять клапан и надеть на его стержень пружинку, после чего установить его на посадочное место.
- Немного выдвинув клапан из головки блока цилиндров, нанести на его фаску небольшое количество притирочной пасты по периметру его тарелки.
- Вставить стержень клапана в резиновый шланг. При необходимости также воспользоваться для лучшего крепления хомутом соответствующего диаметра.
- На низких оборотах дрели начать притирать клапан на его посадочном месте. При этом нужно двигать его вперед-назад, в чем, собственно, и будет помогать установленная пружина. После нескольких секунд вращения в одну сторону нужно переключить дрель на реверс, и вращать ее в противоположную сторону.

Процедуру выполнять аналогично, до появления матового пояска на корпусе клапана.
По завершении притирки тщательно вытереть клапан от остатков пасты, желательно с помощью растворителя. Причем удалять пасту нужно не только с фаски клапана, но и с его седла.
Притирка новых клапанов
Существует еще один притирки новых клапанов на головке блока цилиндров. Алгоритм его выполнения следующий:
- С помощью смоченной в растворителе ветоши необходимо удалить грязь и налет на фасках всех новых клапанов, а также на их седлах (посадочных местах). Важно, чтобы их поверхности были чистыми.
- Взять кусочек двустороннего скотча и наклеить его тарелку притираемого клапана (вместо двустороннего скотча можно взять обычный, но предварительно сделав из него кольцо и сжав до плоского состояния, тем самым превратив в двусторонний).
- Смазать кончик стержня машинным маслом, и установить его на посадочное место, где предполагается выполнить притирку устройства.
- Взять любой другой клапан аналогичного диаметра и вставить в патрон шуруповерта или дрели.
- Совместить тарелки двух клапанов, чтобы они с помощью скотча склеились между собой.
- Несильно надавливая на дрель или шуруповерт на малых оборотах начать притирку. Электроприбор будет вращать один клапан, а тот, в свою очередь, будет передавать вращательные движения на притираемый клапан. Вращение должно быть как прямым, так и реверсным.
- Признаки окончания процедуры аналогичны описанным выше.
- Обратите внимание, что многие современные автомобильные двигатели не поддаются притирке клапанов. Это связано с тем, что они выполнены из алюминия, и при значительном повреждении элементов двигателя возникает риск частой замены клапанов. Поэтому владельцам современных иномарок имеет смысл дополнительно уточнить эту информацию или лучше обратиться за помощью в автосервис.

Помните, что после притирки нельзя менять клапана местами, поскольку притирка выполняется для каждого клапана индивидуально.
Как проверить притирку клапанов
По окончании выполнения притирки клапанов обязательно нужно выполнить проверку качества притирки. Это можно сделать одним из двух методов.
Метод первый
Описанный ниже способ наиболее является наиболее распространенным, однако он не всегда покажет правильный результат со 100% гарантией. Также его невозможно использовать для проверки качества притирки клапанов у двигателей, оснащенных клапаном EGR.
Так, для выполнения проверки необходимо положить головку блока цилиндров на бок, таким образом, чтобы отверстия колодцев, к которым присоединяются коллекторы, «смотрели» вверх. Соответственно, клапана будут располагаться в горизонтальной плоскости, а их крышки будут расположены вертикально. Перед выполнением проверки выполненной притирки клапанов необходимо с помощью компрессора осушить выходы клапана, чтобы обеспечить наглядность возможного вытекания топлива из-под них (то есть, чтобы вертикальная стенка была сухая).
Далее необходимо в вертикально расположенные колодцы заливать бензин (а еще лучше керосин, поскольку он обладает лучшей текучестью). Если клапана обеспечивают герметичность, то из-под них залитый керосин не будет просачиваться. В случае, если же топливо даже в малых количествах просачивается из-под клапанов — необходимо выполнить дополнительную притирку или другие ремонтные работы (зависит от конкретной ситуации и диагностики). Преимущество этого метода заключается в простоте его выполнения.
Если клапана обеспечивают герметичность, то из-под них залитый керосин не будет просачиваться. В случае, если же топливо даже в малых количествах просачивается из-под клапанов — необходимо выполнить дополнительную притирку или другие ремонтные работы (зависит от конкретной ситуации и диагностики). Преимущество этого метода заключается в простоте его выполнения.
Однако такой метод имеет и свои недостатки. Так, с его помощью невозможно проверить качество притирки клапанов при работе двигателя под нагрузкой (просачивание газов под нагрузкой). Также его нельзя использовать для двигателей, оснащенных клапаном ЕГР, поскольку их конструкция подразумевает наличие в одном или нескольких цилиндрах соответствующих клапанов, через которые топливо и выльется наружу. Поэтому проверить герметичность данным способом не получится.
Метод второй
Второй метод проверки качества притирки клапанов является универсальным и наиболее достоверным, поскольку позволяет проверить прохождения газов через клапана под нагрузкой. Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть, таким образом, чтобы выходы (отверстия) клапанов были сверху, а отверстия колодцев коллекторов — сбоку. Далее нужно налить небольшое количество топлива (в данном случае неважно, какое именно, и даже неважно его состояние) в полость выхода клапанов (своеобразная тарелка).
Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть, таким образом, чтобы выходы (отверстия) клапанов были сверху, а отверстия колодцев коллекторов — сбоку. Далее нужно налить небольшое количество топлива (в данном случае неважно, какое именно, и даже неважно его состояние) в полость выхода клапанов (своеобразная тарелка).
Взять воздушный компрессор и с его помощью подать в боковой колодец струю сжатого воздуха. Причем необходимо подавать сжатый воздух как в отверстие впускного коллектора, так и в отверстие выпускного коллектора. Если притирка клапанов была выполнена качественно, то из-под них не будут выходить пузырьки воздуха даже под нагрузкой, которую обеспечивает компрессор. Если же имеют место воздушные пузырьки — значите, герметичности нет. Соответственно, притирка была выполнена некачественно, и необходимо выполнить доработку. Описанный в данном разделе метод является чрезвычайно эффективным и универсальным, его можно использовать для любых двигателей.
Заключение
Притирка клапанов — несложная процедура, с которой может справиться большинство автовладельцев, особенно имеющих навыки ремонтных работ. Главное при этом иметь соответствующие инструменты и материалы. Пасту для притирки можно сделать самостоятельно, или же купить уже готовую. Однако второй вариант предпочтительнее. Для проверки качества выполненной притирки желательно использовать воздушный компрессор, обеспечивающий проверку просачивания газов под нагрузкой, это более качественный подход.
Головка блока цилиндров Lada Priora | Лада Приора | ВАЗ 2170
3. Головка блока цилиндров (ГБЦ)
Общие сведения
Головка цилиндров общая для четырех цилиндров. Она отлита из алюминиевого сплава, к блоку крепится десятью болтами и центрируется двумя втулками. Для равномерного и плотного прилегания головки к блоку болты следует затягивать на холодном двигателе в определенной последовательности.
В головке находятся два распределительных вала, 16 клапанов с направляющими втулками и седлами и 16 гидрокомпенсаторов.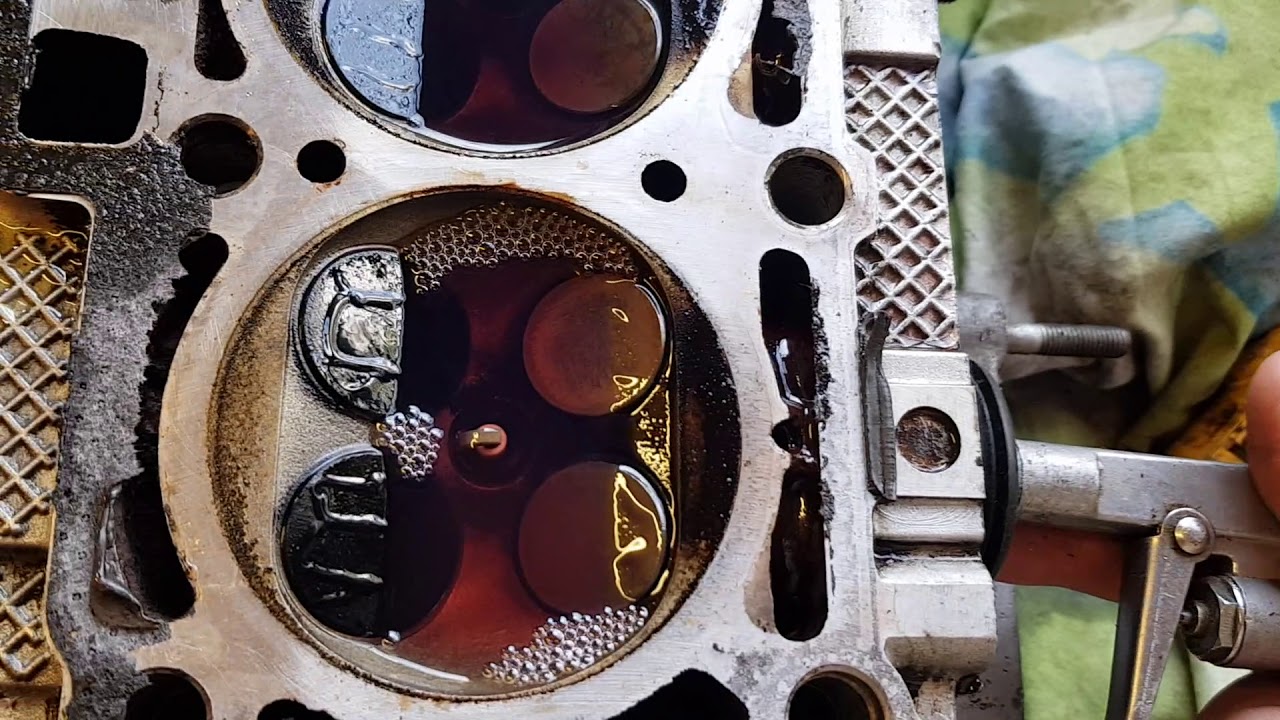
Как впускные, так и выпускные клапаны изготавливается из стали, причем выпускной имеет головку из жаропрочной стали с наплавленной фаской. Тарелка впускного клапана имеет несколько больший диаметр, чем выпускного. Это сделано для лучшего наполнения цилиндров рабочей смесью.
Распределительные валы — пятиопорные, литые, чугунные, у каждого — по восемь кулачков. Распределительные валы впускных и выпускных клапанов не взаимозаменяемы.
Опоры распределительных валов выполнены в головке, а их крышки объединены в корпус подшипников, устанавливаемый на головку. Заменять корпус подшипников необходимо в сборе с головкой блока цилиндров. Сверху корпус подшипников закрыт крышкой головки блока с маслозаливной горловиной.
Снятие и установка головки блока цилиндров, замена гидрокомпенсаторов
Для данной операции потребуются следующие инструменты: шестигранник 5 мм, ключ 10 мм, ключ 13 мм, ключ 17 мм, ключ 22 мм.
1. Снять аккумуляторную батарею (см. соответствующий раздел).
соответствующий раздел).
2. Снять защиту двигателя (см. соответствующий раздел).
3. Слить охлаждающую жидкость (см. соответствующий раздел).
4. Снять декоративную крышку двигателя (см. соответствующий раздел).
5. Снять корпус воздушного фильтра (см. соответствующий раздел).
6. Снять катушки зажигания (см. соответствующий раздел).
7. Снять свечи зажигания (см. соответствующий раздел).
8. Отсоединить разъем датчика неровности дороги (при наличии).
9. Отвернуть болт и отсоединить провод «массы» от головки блока цилиндров (при наличии).
10. Отвернуть болт и отсоединить второй провод «массы» от головки блока цилиндров.
11. Отсоединить общий разъем катушек зажигания.
12. Отсоединить общий разъем форсунок.
13. Отвернуть болт крепления и снять кронштейн общих разъемов.
14. Отсоединить разъем датчика давления масла.
15. Отсоединить жгут проводов (стрелка 1).
16. Отвернуть болт (стрелка 2) и снять кронштейн жгута проводов.
17. Отвернуть болт (стрелка 3) и снять кронштейн топливопровода топливной рампы.
18. С помощью двух ключей отвернуть штуцер топливопровода топливной рампы и снять топливопровод.
ВНИМАНИЕСледить за тем, чтобы не потерять уплотнительное кольцо в штуцерах. Примечание:
Поврежденное уплотнительное кольцо заменить новым.
19. Отвернуть гайку и отсоединить провод «массы» от корпуса термостата.
20. Отсоединить разъем (1) датчика температуры охлаждающей жидкости и разъем (2) датчика температуры охлаждающей жидкости для комбинации приборов.
21. Отсоединить разъем датчика детонации.
22. Отсоединить разъем датчика положения распределительного вала.
23. Отсоединить разъем датчика положения коленчатого вала.
24. Отсоединить разъем датчика уровня масла.
25. Убрать в сторону жгут проводов.
26. Ослабить хомуты и отсоединить два патрубка картерных газов от головки блока цилиндров.
27. Снять узел дроссельной заслонки (см. соответствующий раздел).
28. Снять впускной коллектор (см. соответствующий раздел).
29. Снять топливную рампу (см. соответствующий раздел).
30. Ослабить хомут и отсоединить от корпуса термостата верхний патрубок радиатора.
31. Ослабить хомут и отсоединить от крышки корпуса термостата нижний патрубок радиатора.
32. Ослабить хомут и отсоединить от корпуса термостата патрубок подачи охлаждающей жидкости к радиатору отопителя.
33. Ослабить хомут и отсоединить от корпуса термостата патрубок подачи охлаждающей жидкости к дроссельной заслонке. Снять патрубок.
Ослабить хомут и отсоединить от корпуса термостата патрубок подачи охлаждающей жидкости к дроссельной заслонке. Снять патрубок.
34. Ослабить хомут и отсоединить от крышки корпуса термостата патрубок насоса охлаждающей жидкости.
35. Отвернуть две гайки крепления корпуса термостата.
36. Снять корпус термостата.
Примечание:При установке прокладку заменить новой.
37. Ослабить хомут и отсоединить от трубы насоса охлаждающей жидкости патрубок отвода жидкости от дроссельной заслонки. Снять патрубок.
38. Ослабить хомут и отсоединить патрубок от трубы насоса охлаждающей жидкости.
Примечание:При установке патрубков нанести смазку «ЛИТОЛ» на трубу насоса охлаждающей жидкости.
39. Отвернуть гайку крепления верхней подушки.
40. Извлечь болт.
41. Ослабить болт крепления верхней подушки и откинуть ее в сторону от двигателя.
42. Отвернуть три гайки крепления кронштейна верхней подушки от головки блока цилиндров.
43. Снять кронштейн.
Примечание:При установке на шпильки крепления кронштейна нанести графитовую смазку.
44. Снять выпускной коллектор (см.соответствующий раздел).
45. Снять ремень привода ГРМ (см.соответствующий раздел).
46. Снять шкивы распределительных валов (см. соответствующий раздел).
47. Снять промежуточный и натяжной ролики ремня привода ГРМ (см. соответствующий раздел).
48. Отвернуть четыре болта крепления задней крышки ремня привода ГРМ.
Примечание:Для наглядности фото было выполнено при снятом двигателе.
49. Отвернуть 14 (или 15) болтов крепления крышки головки блока цилиндров в указанной последовательности (см. фото ниже).
50. Снять крышку головки блока цилиндров.
51. Отвернуть датчик давления масла.
52. Отвернуть 20 болтов крепления корпуса подшипников распределительных валов в указанной последовательности (см. фото ниже).
53. Снять корпус подшипников распределительных валов вместе с распределительными валами.
54. Магнитом извлечь гидрокомпенсаторы из посадочных мест.
55. Отвернуть десять болтов крепления головки блока цилиндров в указанной последовательности (см. фото ниже).
56. Извлечь болты с шайбами.
57. Снять головку блока цилиндров и положить ее на верстак.
58. Снять старую прокладку.
Примечание:— Ниже описаны операции по установке головки блока цилиндров.
— Для наглядности установка головки блока цилиндров показана при снятом двигателе.
59. Метчиком очистить резьбу отверстий под болты крепления головки блока цилиндров в блоке.
60. Очистить поверхности контакта головки и блока цилиндров от остатков старой прокладки.
61. Установить новую прокладку головки блока цилиндров.
Примечание:Направляющие втулки должны войти в соответствующие отверстия прокладки.
62. Установить головку блока цилиндров.
63. Нанести слой моторного масла на резьбу новых болтов крепления головки блока цилиндров.
64. Установить болты с шайбами и затянуть рекомендованным моментом в указанной последовательности (см.фото ниже).
65. Перед установкой промыть в бензине и продуть сжатым воздухом гидрокомпенсаторы
а также продуть сжатым воздухом масляные каналы в головке блока цилиндров.
66. Нанести моторное масло на гидрокомпенсаторы
и установить их в головку блока цилиндров.
67. Установить распределительные валы и корпус подшипников распределительных валов (см. раздел ниже).
68. Нанести герметик на крышку головки блока цилиндров.
Места нанесения герметика на крышку головки блока цилиндров
69. Установить крышку головки блока цилиндров
и затянуть болты.
70. Установить и затянуть снятый ранее датчик давления масла.
71. Дальнейшая установка производится в последовательности, обратной снятию.
Снятие и установка распределительных валов, замена сальников распределительных валов
Для данной операции потребуются следующие инструменты: отвертка, молоток.
1. Снять корпус подшипников распределительных валов вместе с распределительными валами (см. раздел выше «Снятие и установка головки блока цилиндров»)
и положить его на верстак.
2. С помощью отвертки и молотка извлечь сальники распределительных валов.
3. Извлечь распределительные валы из корпуса.
Впускной распределительный вал
Выпускной распределительный вал
4. Извлечь заглушки распределительных валов.
5. Произвести визуальный осмотр распределительного вала. На рабочих поверхностях шеек не допускаются царапины, задиры, наволакивание алюминия от корпуса подшипников. На рабочих поверхностях кулачков не допускается износ свыше 0,5 мм, а также задиры и износ кулачков. При обнаружении каких-либо повреждений, распределительный вал заменить новым.
Для данной операции потребуются следующие инструменты: ключ 8 мм.
1. Очистить головку блока цилиндров и корпус подшипников распределительных валов от остатков старого герметика и масла.
2. Нанести тонкий слой моторного масла на кулачки и шейки распределительных валов.
3. Установить выпускной
и впускной распределительные валы в головку блока цилиндров.
ВНИМАНИЕНе перепутать валы! Впускной распределительный вал имеет поясок (см. фото ниже).
4. Нанести герметик на сальники распределительных валов и установить их.
5. Нанести герметик на новые заглушки распределительных валов
6. Нанести герметик на корпус подшипников распределительных валов.
Места нанесения герметика на корпус подшипников
7. Нанести тонкий слой моторного масла на опоры распределительных валов в корпусе подшипников.
8. Установить корпус подшипников распределительных валов в головку блока цилиндров.
9. Повернуть распределительные валы так, чтобы пазы под шпонки были расположены вверх.
10. Установить и затянуть 20 болтов крепления корпуса подшипников распределительных валов рекомендуемым моментом и в указанной на фото последовательности.
11. Описание дальнейшей установки приводится в разделе выше «Снятие и установка головки блока цилиндров».
Разборка, сборка головки блока цилиндров;притирка клапанов
Для данной операции потребуются следующие инструменты: приспособление для сжатия пружин клапанов, приспособление для маслосъемных колпачков, отвертка, молоток,ключ 22 мм.
1. Снять головку блока цилиндров (см. выше).
2. Отвернуть датчик температуры охлаждающей жидкости.
3. Установить специальное приспособление для сжатия пружин клапанов, как показано на фото ниже.
4. С помощью этого приспособления сжать клапанную пружину и извлечь сухари.
Примечание:Следить за тем, чтобы не потерять сухари.
5. Извлечь тарелку пружины.
6. Извлечь пружину.
7. Извлечь опорную шайбу пружины.
8. Извлечь клапан.
9. С помощью специального приспособления извлечь маслосъемный колпачок.
10. Аналогично снять остальные клапаны и маслосъемные колпачки.
Притирка клапанов
Для данной операции потребуются следующие инструменты: притирочная паста, приспособление для притирки клапанов.
Примечание:Притирка выполняется на снятой головке блока цилиндров.
1. Снять клапаны (см. «Разборка головки блока цилиндров»).
2. Нанести на фаску клапана притирочную пасту.
3. Вставить клапан в головку блока цилиндров и закрепить на его стержне приспособление для притирки.
4. Прижать клапан к седлу и проворачивать его из стороны в сторону.
5. Притирку производить, пока не образуется равномерный поясок на фаске клапана
и на его седле.
6. Удалить остатки притирочной пасты и установить клапан в обратной последовательности.
7. Аналогично притереть остальные клапаны.
Для данной операции потребуются следующие инструменты: щипцы, молоток, приспособление для сжатия пружин.
1. Притереть клапаны (см. выше).
2. Сделать самостоятельно специальное приспособление, чтобы не перепутать притертые клапаны.
Примечание:Можно использовать доску с просверленными отверстиями под клапаны.
3. Очистить головку блока цилиндров от остатков старой прокладки и масла. Затем обдуть ее сжатым воздухом.
4. Нанести моторное масло на стержень клапана.
5. Установить клапан в головку блока цилиндров.
6. Перевернуть головку блока цилиндров.
Примечание:Следить за тем, чтобы не выпал клапан.
7. Установить на клапан специальную пластиковую втулку. Это необходимо для того, чтобы при установке не повредить маслосъемный колпачок.
8. Нанести моторное масло на маслосъемный колпачок.
9. С помощью щипцов установить маслосъемный колпачок на стержень клапана пружиной вверх.
10. Извлечь установленную ранее пластиковую втулку.
11. С помощью специального приспособления и молотка запрессовать маслосъемный колпачок, вращая при этом специальное приспособление.
ВНИМАНИЕПри запрессовке колпачков под клапан подложить доску.
12. С помощью магнита установить опорную шайбу пружины.
13. Установить пружину.
14. Установить тарелку.
15. Установить специальное приспособление для сжатия пружин клапанов и с помощью него сжать пружину.
16. С помощью магнита и шила установить сухари.
17. Снять приспособление для сжатия пружин.
18. Аналогично установить остальные клапаны.
19. С помощью подходящей надставки и молотка слегка постучать по тарелке клапанной пружины. Это необходимо для того, чтобы сухари установились на свои места.
20. Установить ранее снятый датчик давления масла.
21. Установить головку блока цилиндров.
Проверка технического состояния головки блока цилиндров
1. Снять головку блока цилиндров (см. выше).
2. Очистить все поверхности головки блока цилиндров и корпус подшипников от нагара, загрязнений и других отложений.
3. Произвести визуальный осмотр головки блока и корпуса подшипников на предмет наличия трещин, сколов, задиров и коробления. При обнаружении каких-либо повреждений, заменить головку блока или и корпус подшипников, если возникнет необходимость.
4. Проверить головку блока цилиндров на неплоскостность. Для этого необходимо, используя специальную линейку и набор щупов, произвести измерение в указанных на фото плоскостях. Предельно допустимая величина зазора не должна превышать 0,1 мм.
Примечание:На фото головка блока показана с установленными клапанами.
5. Проверить корпус подшипников на неплоскостность. Для этого необходимо, используя специальную линейку и набор щупов, произвести измерение в указанных на фото плоскостях. Предельно допустимая величина зазора не должна превышать 0,1 мм.
6. Проверить рабочие поверхности седел клапанов на наличие повреждений. При обнаружении повышенного износа произвести расточку седла с последующей притиркой клапанов при сборке.
41
Когда и как сделать замену гидрокомпенсаторов на Приоре своими руками, 16 клапанов
В новом поколении автомобилей ВАЗ 2170-2172 «Приора» тольяттинский автомобилестроительный завод не только усовершенствовал дизайн, но и со временем снабдил их новым 16-клапанным двигателем. Такой двигатель начали устанавливать на все последующие модели.
Но, помимо улучшений в динамике и мощности, этот мотор принес в жизнь их владельцев новую проблему – быстрый износ и загиб клапанов, поскольку в 8-клапанных моторах это случалось значительно реже. В этой статье будет рассмотрена поэтапная замена клапанов на Приоре. 16 клапанов в головке двигателя увеличили мощность автомобиля с 76 до 92 л.с. Но они также немного усложнили ремонт автомобиля.
Симптомы и диагностика неисправной работы клапанов
Первым симптомом неисправности клапанов является ухудшение динамики работы двигателя. Автомобиль становится менее приемистым. Это может сопровождаться характерным постукиванием в двигателе, черным дымом из выхлопной трубы и неровной работой на холостом ходу. К тому же,если клапана на «Приоре» сильно износились или повреждены, то двигатель будет «кушать» много масла. Это станет заметно при регулярной проверке его уровня.
Более точную диагностику можно произвести, сняв и разобравголовку двигателя.При осмотре клапанов в первую очередь нужно проверить их целостность. Если какой-либо из клапанов прогорел или загнут, то использовать его дальше нельзя. Еще нужно обратить внимание на прилегание клапана к седлу, износ рабочей плоскости и направляющих клапанов.
Причины неисправной работы клапанов
Первая и самая неприятная ситуация, которая может случиться с клапаном на Приоре, – это загиб штока. В основном это случается на полуторалитровых двигателях после обрыва ремня ГРМ. В этих моторах не были предусмотрены выемки для клапанов на поршнях, поэтому при обрыве ремня ГРМ или его перескакивании клапана ударяются о поршень и загибаются.
Вторая причина неисправности – износ или изгиб рабочей плоскости клапана. Чрезмерно быстрый износ этой части клапана может произойти из-за бедной смеси, некачественных деталей или сильного перегрева в работе двигателя.
Третьей причиной является износ возвратно-движущихся деталей, в частности пружины. При этом клапан может касаться днища поршня. В таком случае можно деформировать поверхность поршня, и вас будет ожидать более значительный и дорогостоящий ремонт.
Замена клапанов наВАЗ 2170, 2171, 2172 «Приора»
Несмотря на всю сложность ремонта моторов, заменить клапана на 16-клапанной «Приоре» можно собственноручно. Для этого необходимо иметь общее представление об устройстве двигателя внутреннего сгорания, запастись необходимыми запчастями и инструментами, а также использовать данную статью в качестве руководства.
Инструменты и запчасти, необходимые для замены клапанов на «Приоре»:
- Торцевые ключи на 8, 10, 13, 19 и 21.
- Съемник для клапанных пружин.
- Съемник маслосъемных колпачков.
- Отвертки.
- Пинцет.
- Прокладка между головкой и блоком.
- Набор клапанов.
Процедуру замены клапанов необходимо начать со съема головки двигателя.
После того как снимите головку, расположите ее на деревянной подложке распределительными валами вверх, чтобы не повредить клапана. Затем нужно снять левую опору двигателя. Для этого торцевым ключом на 13 отверните 3 гайки, закрепляющие ее.
После того как опора отсоединена от корпуса, открутите ключом на 10 болт, который держит крепление топливной трубки, и отсоедините его.
После тем же ключом на 10 открутите 2 болта, которые крепят датчик положения распредвала.
Затем вам нужно отсоединить датчик аварийного падения давления масла. Для этого его нужно вывернуть из блока подшипников ключом на 21.
Потом ключом на 19 выкрутите из термостата датчик температуры охлаждающей жидкости
, а ключом на 21 выверните его заднюю часть из корпуса головки двигателя.
Теперь вы можете отсоединить термостат. Для этого открутите две гайки на 13, которые его держат, и снимите его со шпилек вместе с прокладкой.
Затем для удобства в дальнейшей работе свечным ключом выкрутите свечи зажигания.
Теперь снимите блок подшипников распределительных валов. Для этого торцевым ключом на 8 нужно открутить 20 болтов, держащих корпус блока.
Затем выньте распредвалы из выемок блока цилиндров и снимите с их передних концов сальники.
Снимите заглушки с торца головки.
Затем вы можете извлечь из нее гидротолкатели клапанов.
После отсоединения всех элементов очистите поверхность головки от нагара и возможных заусенцев.
Замена клапанов на «Приоре»
Для начала вам нужно установить упор под снимаемый клапан. Затем правильно поставить съемник для пружины клапана.
Для этого в крутите в отверстие на корпусе головки болт, который крепит крышку блока подшипников, и зацепите за него съемник. Теперь сожмите этим приспособлением пружину и выньте оба сухаря клапанов из верхней тарелки пружины.
Это можно сделать пинцетом или отверткой. Если «сухарь» не выходит, то можно легонько ударить по верхней тарелке пружины молотком и освободить его. Теперь можно снять съемник. Затем снимите верхнюю тарелку и выньте пружину из отверстия.
Теперь вы можете с легкостью достать клапан, немного подтолкнув его отверткой.
Следующим этапом в замене будет снятие маслосъемного колпачка с клапана. Он спрессовываеться с втулки специальным съемником или плоскогубцами.
Затем очистите клапан от нагара и внимательно его осмотрите. Заменять клапана нужно со следующими дефектами:
- Глубокие царапины и повреждения на рабочей плоскости клапана.
- Загиб стержня или трещины на нем.
- Прогоревшая рабочая плоскость.
Также следует внимательно осмотреть седла клапанов на наличие значительных повреждений. Если дефекты есть, то нужно отшлифовать их в специализированной мастерской. Проверьте состояние пружин клапанов. Если на них есть какие-либо повреждения или изгибы, то замените их.
После полного осмотра всех клапанов замените неисправные и установите клапана на место, смазав их перед этим моторным маслом. Для сборки головки и установки ее на место повторите действия, описанные в статье, в обратном порядке.
Важно: прокладка между блоком цилиндров и головкой одноразовая. Поэтому обязательно замените ее перед установкой головки.
Несколько советов для владельцев автомобиля «Приора»
Для того чтобы избежать быстрого износа или загиба клапанов, рекомендуется придерживаться нескольких правил:
Следите за состоянием ремня ГРМ. Большинство проблем с клапанами возникает при его обрыве. Это можно предупредить, если использовать качественные ремни, и, главное, вовремя их менять.
Заправляйте качественное топливо. При бедной смеси температура сгорания в двигателе значительно повышается, что приводит к деформации рабочей плоскости клапана или его прогоранию.
Используйте качественные запчасти. Если вам уже пришлось заменить клапана, то устанавливайте только проверенные фирменные запчасти. Не стоит экономить, покупая аналоги от неизвестного производителя или заведомо некачественные, но дешевые детали. Как показывает практика, впоследствии такая экономия обходится значительно дороже.
Операции проводимые при разборке, ремонте и сборке головки блока цилиндров на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
Общий вид и конструкция головки блока цилиндров на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
Рис. 1. Детали головки блока цилиндров: 1 – головка блока; 2 – впускной распределительный вал; 3 – сальник; 4 – выпускной распределительный вал; 5 – корпус подшипников распределительных валов; 6 – крышка головки блока; 7 – кронштейн крепления жгута проводов; 8 – заглушки; А – отличительный поясок впускного распределительного вала.
Головка 1 (рис. 1) блока цилиндров общая для четырех цилиндров, отлита из алюминиевого сплава, с камерами сгорания шатровой формы. Впускные и выпускные каналы выведены на разные стороны головки блока. Клапаны расположены V-образно в два ряда: с одной стороны впускные, с другой — выпускные.В головку запрессованы металлокерамические седла клапанов и латунные направляющие втулки клапанов. Внутренний диаметр направляющих втулок (7±0,015) мм, наружный (для втулок, поставляемых в запасные части) – 12,079–12,090 мм и 12,279–12,290 мм (втулка, увеличенная на 0,2 мм).Диаметр тарелки впускного клапана 29 мм, выпускного – 25,5 мм. Диаметр стержня впускного клапана (6,975±0,007) мм, выпускного – (6,965±0,007) мм.На каждый клапан установлено по одной пружине. Длина пружины в свободном состоянии 38,19 мм, под нагрузкой (240±9,6) Н [(24,5±0,98) кгс] должна быть 32 мм, а под нагрузкой (550±27,5) Н [(56,1±2,8) кгс] – 24 мм.
Принцип работы газараспределительного клапанного механизма в головке блока цилиндров автомобиля ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
Клапаны приводятся в действие кулачками распределительных валов через цилиндрические гидротолкатели, расположенные в направляющих отверстиях головки блока цилиндров по оси отверстий под клапаны. Гидротолкатели автоматически устраняют зазор в клапанном механизме, поэтому при техническом обслуживании автомобиля проверять и регулировать зазор в клапанном механизме не требуется.Масло для работы гидротолкателей подводится из системы смазки по вертикальному каналу в блоке цилиндров к каналу в головке блока цилиндров около 5-го болта крепления, а затем по верхним каналам, выполненным на нижней плоскости корпуса подшипников. По этим же каналам подводится масло и для смазки шеек распределительных валов. В вертикальном канале головки блока цилиндров расположен обратный шариковый клапан, не допускающий слива масла из верхних каналов после остановки двигателя.Для привода клапанов служат два распределительных вала: впускной и выпускной. Валы отлиты из чугуна и снабжены пятью опорными шейками, которые вращаются в гнездах, выполненных в головке блока цилиндров и в одном общем корпусе подшипников распределительного вала. Для повышения износостойкости рабочие поверхности кулачков и шейка под сальник отбелены. Для того чтобы отличить впускной распределительный вал от выпускного, на впускном валу около первой опоры выполнен отличительный поясок А.От осевых перемещений валы удерживаются упорными буртиками, расположенными по обе стороны от передней опоры. Передние концы распределительных валов уплотнены самоподжимными резиновыми сальниками. Задние отверстия, расположенные по оси валов в головке блока цилиндров и корпусе подшипников, закрыты обрезиненными колпачковыми заглушками.
Инструменты и приспособления необходимые для снятия клапанов на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
Вам потребуются: приспособление для сжатия клапанных пружин, приспособление для выпрессовки и оправка для запрессовки маслосъемных колпачков, торцовые ключи «на 8», «на 10», «на 13», ключи «на 19», «на 21», шестигранник «на 10», отвертка, пинцет.
Разборка головки цилиндров на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
1. Снимите головку блока цилиндров с двигателя (см. «Замена прокладки головки блока цилиндров на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)»). 2. Установите головку блока распределительными валами вверх, подложив под нее деревянные прокладки, чтобы не повредить клапаны.
3. Отверните торцовой головкой «на 13» три гайки крепления левой опоры силового агрегата…
4. …и снимите опору.
5. Выверните ключом «на 10» два болта крепления кронштейна топливной трубки…
6. …и снимите кронштейн.
7. Выверните ключом «на 10» два болта крепления датчика фаз…
8. …и снимите датчик.
9. Выверните ключом «на 21» датчик сигнальной лампы аварийного падения давления масла из корпуса подшипников распределительных валов.
10. Выверните ключом «на 19» из термостата датчик температуры охлаждающей жидкости.
11. Выверните ключом «на 21» датчик указателя температуры охлаждающей жидкости из заднего торца головки блока.
12. Отверните ключом «на 13» две гайки крепления термостата.
13. Снимите термостат…
14. …и установленную под ним уплотнительную прокладку.
15. Выверните свечным ключом свечи зажигания, чтобы случайно не повредить их.
16. Выверните торцовой головкой «на 8» двадцать болтов крепления корпуса подшипников распределительных валов…
17. …и снимите корпус.
18. Выньте распределительные валы из опор головки блока цилиндров и снимите с их передних концов сальники.
19. Выньте заглушки из заднего торца головки блока.
20. Извлеките гидротолкатели клапанов из отверстий головки блока цилиндров.
21. Очистите камеры сгорания от нагара. Осмотрите головку блока. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку. Удалите заусенцы и забоины на плоскости головки блока.
Проверка отклонения форм головки цилиндров на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
22. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и измерьте щупом зазор между поверхностью головки и линейкой. Если зазор больше 0,1 мм, можно прошлифовать привалочную поверхность. Для этого обратитесь в специализированную мастерскую.
23. Аналогично проверьте плоскостность привалочных поверхностей головки блока под впускной коллектор…
24. …и катколлектор. Неплоскостность этих поверхностей не должна превышать 0,1 мм.
25. Для проверки герметичности головки блока заглушите отверстие в головке под гнездо термостата. Это можно сделать, например, установив глухую прокладку из плотного картона под гнездо и завернув гайки его крепления. Вверните на место датчик указателя температуры охлаждающей жидкости, если его выворачивали.
26. Залейте керосин в каналы водяной рубашки. Если уровень керосина при выдержке 15–20 мин понижается, значит, в головке есть трещины и ее надо заменить. После проверки не забудьте снять картонную прокладку и извлечь пробки.27. Проверьте состояние опорных поверхностей под шейки распределительных валов на головке блока…
28. …и корпусе подшипников. Если хотя бы на одной из них есть следы износа, задиры или глубокие риски, замените головку и корпус подшипников.
29. Промойте масляные каналы. Для этого заглушите вертикальный масляный канал со стороны камеры сгорания (канал находится между 3-м и 4-м цилиндрами)…
30. …залейте бензин в масляный канал головки блока…
31. …и корпуса подшипников распределительных валов и выдержите 15–20 мин. Вылейте бензин, выньте заглушку и окончательно промойте каналы бензином с помощью груши.
32. Для проверки герметичности клапанов вверните свечи и залейте керосин в камеры сгорания. Если в течение 3 мин керосин не просочится из камер сгорания в каналы, клапаны герметичны. В противном случае притрите (см. «Притирка клапанов на двигатель 21126 автомобиль ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)» или замените клапаны.
Снятие клапана с головки цилиндров на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
Примечание
Для замены или притирки клапанов снимите с головки блока цилиндров следующие детали: 1 – клапан; 2 – пружина; 3 – тарелка; 4 – сухари.
33. Установите под снимаемый клапан подходящий упор. 34. Установите приспособление для сжатия пружин клапанов, ввернув в одно из отверстий головки блока болт крепления крышки подшипника распределительного вала и зацепив приспособление за этот болт. Сожмите приспособлением пружину клапана.
35. Выньте два сухаря из верхней тарелки пружины с помощью пинцета или намагниченной отвертки. Затем снимите приспособление.
Полезный советЕсли усилие перемещения рычага приспособления значительно увеличивается, а сухари не выходят из проточки клапана, нанесите легкий удар молотком по тарелке пружин, чтобы сухари освободились.
36. Снимите тарелку пружины.
37. Снимите пружину.
38. Подтолкните и выньте клапан из головки блока.
Снятие маслосъемных колпачков на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
39. Спрессуйте маслосъемный колпачок с направляющей втулки клапана приспособлением или пассатижами (см. «Замена маслосъемных колпачков на автомобиле ВАЗ 2170 2171 2172 Лада приора (Lada Priora)»).
40. Очистите нагар с клапана подходящим инструментом (например, металлической щеткой). Затем внимательно осмотрите клапан.
41. Замените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске 1, трещины, деформация стержня 3, коробление тарелки 2, следы прогара. Неглубокие риски и царапины на рабочей фаске можно вывести притиркой клапанов (см. «Притирка клапанов на двигатель 21126 автомобиль ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)»).42. Если повреждения рабочей фаски клапанов невозможно вывести притиркой, можно прошлифовать фаску на специальном станке в специализированной мастерской.
43. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов (см. «Притирка клапанов на двигатель 21126 автомобиль ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)»).
44. Более значительные дефекты седел клапанов устраняют шлифованием. Седла рекомендуется шлифовать в специализированной мастерской.
Рис. 2. Места обработки фасок седел клапанов
45. Имея слесарный навык, эту работу можно выполнить вручную с помощью набора специальных фрез. Вначале обрабатывают фаску а (рис. 2) под углом 15°, затем фаску б под углом 20° и фаску в под углом 45°. После шлифования необходимо притереть клапаны (см. «Притирка клапанов на двигатель 21126 автомобиль ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)»).
46. Проверьте состояние пружин клапанов. Искривленные, сломанные или имеющие трещины пружины замените.
Рис. 3. Параметры проверки пружины клапана на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
47. Для проверки упругости наружной пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками (рис. 3). Если пружина не соответствует требуемым параметрам, замените ее.48. Осмотрите гидротолкатели клапанов. Если на рабочей поверхности 1 есть задиры, царапины и прочие дефекты, замените гидротолкатели. Измерьте наружные диаметры толкателей, изношенные толкатели замените. На рабочих поверхностях 2 не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла. Гидротолкатели на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora) с такими дефектами надо заменить. На поверхностях 2 допускаются концентрические следы приработки с кулачками распределительного вала.
Рис. 3. Размеры клапанов и их направляющих втулок на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
49. Проверьте зазоры между направляющими втулками и клапанами. Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана (рис. 3). Проверку зазора рекомендуется выполнять в специализированной мастерской, так как для измерения диаметра втулок нужен специальный инструмент (нутромер).
Зазоры между клапаном и направляющей втулкой, мм: номинальный для впускных и выпускных клапанов…..0,018–0,047предельно допустимый для впускных и выпускных клапанов…..0,300
50. Если зазор не достиг предельно допустимого, можно попробовать устранить его заменой клапана. Если это не удается сделать или зазор превышает предельно допустимый, замените направляющую втулку. Для этого выпрессуйте со стороны камеры сгорания дефектную втулку специальной оправкой, предварительно замерив высоту выступания верхней части втулки над поверхностью головки блока.51. Охладите новую втулку (например, с помощью углекислотного огнетушителя), смажьте ее моторным маслом, вставьте в специальную оправку и запрессуйте со стороны распределительного вала так, чтобы высота выступания верхней части втулки соответствовала замеренному значению. Разверните отверстие во втулке с помощью развертки до 7,000–7,015 мм для впускных и выпускных клапанов.52. Если устанавливается старый клапан, снимите заусенцы с проточек под сухари. После этого необходимо притереть клапан к седлу (см. «Притирка клапанов на двигатель 21126 автомобиль ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)»).
53. Установите клапаны в головку блока в соответствии с ранее сделанной маркировкой, предварительно смазав стержни моторным маслом.54. Установите маслосъемные колпачки (см. «Замена маслосъемных колпачков на автомобиле ВАЗ 2170 2171 2172 Лада приора (Lada Priora)»).55. Установите распределительные валы и корпус подшипников распределительных валов (см. «Замена маслосъемных колпачков на автомобиле ВАЗ 2170 2171 2172 Лада приора (Lada Priora)»).56. Установите на головку блока все снятые при ее разборке детали и узлы.
Когда пора менять?
Эксплуатируя авто, следует постоянно следить за герметичным прилеганием головки блока цилиндров к самому блоку, чтобы не было протеканий рабочих жидкостей. Как все агрегаты автомобиля, ГБЦ требует регулярного техобслуживания. Больше требуют внимания детали, которые испытывают постоянную нагрузку. К ним относятся комплектующие механизма газораспределения: сальники клапанов, клапана, сальники распредвала, прокладка. От качественного обслуживания автомобиля зависит продолжительность службы его узлов и агрегатов.
Ремонт ГБЦ
Замену расходных материалов следует выполнять согласно рекомендаций, указанных в руководстве по обслуживанию Лада Приора. Менять сальники и прокладку следует по мере износа либо при их внешних повреждениях. Существует ряд операций, при которых необходим демонтаж головки блока цилиндров: доработка и шлифовка седел, замена клапанов, опрессовка седел и втулок клапанов и другие.
ГБЦ на Лада Приоре 16 цилиндров подлежит замене, если при ее визуальном осмотре обнаружены сколы, трещины, признаки коррозии. При ремонте могут выполняться следующие работы:
- меняться прокладки;
- осуществляться замена распределительных валов;
- меняться гидрокомпенсаторы, если они неисправны;
- меняться погнутые клапана, если оборвался ремень ГРМ.
Принцип работы гидрокомпенсатора и конструкция
Гидрокомпенсаторы автомобиля Лада Приора
Гидрокомпенсаторы находятся в двигателе, прямо между клапанами и кулачковым валом. Это металлические цилиндры и внутри каждого из них есть плунжер. Когда двигатель работает, кулачок вала давит на днище цилиндра и гидрокомпенсатор начинает перемещаться вниз. В это же самое время находящийся внутри него плунжер начинает давить на клапан, в результате чего клапан открывается. Благодаря такой конструкции у автовладельца нет необходимости измерять клапанные зазоры каждый раз во время планового техобслуживания двигателя, поскольку за размер зазора теперь отвечает масло, закачиваемое под высоким давлением в пространство под плунжерами. Чем больше туда подаётся масла, тем выше его давление и тем больше клапанный зазор.
Что такое ГБЦ?
Головка блока цилиндров – один из главных агрегатов двигателя. Она состоит из крышки, которая служит для защиты внутренних деталей от внешних воздействий окружающей среды. Изготавливается ГБЦ путем точечного литья из чугуна или сплава алюминия. Чтобы убрать остаточное напряжение, возникающее на этапе литья, изделие искусственно старят с помощью механической обработки.
Нижняя часть ГБЦ более расширенная, таким образом, она надежнее защищает внутренности блока. Внутри поверхность головки идеально гладкая. Агрегат состоит из большого количества элементов.
Строение ГБЦ Лада Приора
В верхней части ГБЦ отведено место под корпуса подшипников распредвалов, пружин клапанов, втулок и опорных шайб, а также для механизма газораспределения. Так как головка состоит из большого количества деталей, процесс сборки и разборки ГБЦ очень трудоемкий. В совокупности детали агрегата преобразуют энергию при сгорании топлива в механическую, благодаря которой осуществляется движение автомобиля.
Важные моменты
- Как уже говорилось выше, причиной стука компенсаторов может быть некачественное масло. Если планируется заменить только масло без замены гидрокомпенсаторов, то нужно будет запастись промывочной жидкостью для двигателей. Проблема в том, что приобрести действительно качественную жидкость сейчас не так-то просто.
- Если нормальной жидкости нет, двигатель придётся промывать вручную. Для этого нужно извлечь все гидрокомпенсаторы из их гнёзд и промыть их в керосине. В ходе этой операции важнее всего не перепутать детали местами, то есть каждый компенсатор надо будет поставить туда, где он был до промывки.
- Извлечь гидрокомпенсатор из гнезда — задача не такая простая, как кажется на первый взгляд. Он достаточно глубоко утоплен и его ничем нельзя поддеть. Лучше всего извлекать эти детали из двигателя с помощью магнита.
- Перед заменой гидрокомпенсаторов каждый из них следует проверить: возможно, некоторые ещё послужат. Для проверки нужно просто надавить на каждый компенсатор пальцами и попытаться утопить его в гнездо. Если для этого потребовалось значительное усилие, деталь ещё послужит. Если же гидрокомпенсатор провалился в гнездо очень легко — его надо заменить.
- После замены компенсаторов и запуска двигателя не следует ожидать, что стук пропадёт мгновенно. Нужно дать машине поработать на высоких оборотах минут 5-8. За это время масло дойдёт до подплунжерного пространства гидрокомпенсаторов и стук исчезнет. То же самое относится и к ситуации с простой заменой масла — новому маслу нужно дать время дойти до гидрокомпенсаторов.
Самое важное при замене гидрокомпенсаторов — не принимать поспешных решений, так как в ряде случаев вообще можно обойтись без замены. А если менять всё равно придётся, важно следовать инструкции и обязательно обратить внимание на важные нюансы процесса, изложенные выше.
Замена направляющих втулок клапанов Лада Priora
Ремонт головки блока цилиндров. Приора 16 клапанов.
Замена направляющих втулок клапанов, Volkswagen Passat B3.
Выпресовка направляющих втулок клапанов
ГБЦ 16 клапанов ремонт двигателя ваз 21124 ч.2
Как притереть клапана своими руками без инструмента to grind in the valve?
Как усилить прижатие дворников к лобовому стеклу. Сделай Сам!
Трещина Гбц Ford
Замена направляющих втулок клапанов ВАЗ подручными средствами
Снятие рокеров,рассухарив ание клапанов ford Sierra, Scorpion ohc 2.0 I часть 1
Позор водителя
Все по теме Замена направляющих втулок клапанов Лада Priora
Мамишова Татевик написал(а)
qwqwqwqwqqasasaxzx zx не вводите людей в заблуждение,ГБЦ остается на месте.вместо свечи штуцер+компрессо р,чтоб клапана не упали в цилиндр,и все ок!
Байрок Мизин написал(а)
Здравствуйте у меня такая броблема. На право поворачеваю звук даёт как будто молотком стукнул. А на асфальте шлефует. Что менять надо.
Доцент написал(а)
а где вы живете?
Оглу Зардалишвили написал(а)
‘Большой износ в целом вашего автомобиля’ при 100 тыш., вы серьезно?
Каук Исламбек написал(а)
самодиагностику проще
Stanfield написал(а)
а у меня когда присоединяю амперметр с начало показывает 250 мА, а потом падает в течении 3 секунд до 45 мА.. это нормально?? почему так падает??
Джура написал(а)
инструкция как не надо делать.
Кыз Калачашкина написал(а)
на 5e fe они откручиваются? на сто глотку рвут что нет а свечи у меня в масле не могу дуракам доказать говорят они не снимаются..
Савва Лысоков написал(а)
это не от коробки передач,верхняя от коробки,а нижние на карданы
Гаджимурад Евтеев написал(а)
О каком лямда идёт речь? Первый или второй?
Elvin написал(а)
ахахаах мужик, ты упал что ли?) все просто) ну да. Токарный станок и все просто. Ппц ты жжешь)
Исса написал(а)
Подскажите, есть ли отличительная особенность в демонтаже левой полуоси, на сколько я понимаю, эта операция должна быть легче. Но вот вопрос, присутствуют ли там колки, болтики или стопорное кольцо, дело в том, что течет сальник в коробке и нужно его поменять. Так же видна изношенность пыльника со стороны коробки.
Dalia написал(а)
Здравствуйте, подскажите, с каким моментом затягивать обратные клапана. Заранее спасибо.
Молышко Рамзан написал(а)
Видео познавательное в плане снятия и установки коллектора, разговор начался с ошибки Р2015 ты про нее рассказал, движуху навел, а что на выходе то? устранил ошибку Р2015 или же просто все сделал, чтобы заменить кольца, прокладку и саморез заколхозить? почему сами лепестки (заслонки) не промыл? целый час смотрел видос, но по итогу ответ так и не увидел. Нужно было снова сделать диагностику и показать людям, что это даст. либо сам датчик положения заслонок заменить, либо брать новый коллектор, вот что людей интересует в данном видео, но ответа тут я к сожалению не нашел
Соломон написал(а)
Я думаю автор ролика не прав. Изнашиваются не зубья, а обратная сторона рейки, куда упирается пробка. И по этому в среднем положении пробка глубже и заворачивается. Но при этом почти не зажимая зубья. Может я ошибаюсь, но я увидел износ на видео именно там.
Радомир написал(а)
а 1,9 -нормальный??? на т5
Валерьян написал(а)
Износ свое берет и никакие присадки износу не помеха, а так видео ролик классный респект!
Eleonora написал(а)
Поставил такую прокладку 8тысщ и потекла,до этого ставил гумикс польща 30 тысщ выхаживала без проблем. Цены для сравнения Как у автора 240грн,польша 6о грн.
Котельщикова Унна написал(а)
Ребята снимаете видео, снимайте от начала и до конца, хочется видеть видео и как снимаете
Kerry написал(а)
Спасибо! правильно обычный способ, у меня сейчас капиталка двигателя на галанте 90г, думал как же их заменить..выдумывал космический корабль. а как оказалось…через такую наставку повылетали как семечки с четырёх ударов)
Оставить комментарий
Головка блока цилиндров лада приора 16 клапанов
- Гарантируем быструю обработку Вашего заказа в рабочее время (мы работаем с 11-00 до 20-00, суббота и воскресенье — выходные дни).
- Гарантируем надёжную упаковку Вашего заказа (при отправке его Почтой России или транспортной компанией).
- Гарантируем максимально оперативную отправку оплаченного заказа (в течение 2-4 рабочих дней после поступления оплаты).
- Гарантируем возврат денег или обмен на другой товар (с перерасчётом) в течение 14 дней с момента получения заказа
(товар должен быть исправным, без следов установки, стоимость доставки не компенсируется). - Гарантируем бесплатный обмен товара (транспортные расходы за наш счёт), в случае если приобретённый товар оказался с дефектом.
Способы оплаты
Варианты доставки
Варианты самовывоза
Товар добавлен в закладки!
- Описание
- Отзывы
ПРИМЕНЯЕМОСТЬ: 16-ти клапанные двигатели ВАЗ 2112 (1.5), 21124 (1.6), 21126 (1.6), 21127 (1.6), 21129 (1.6), 21128 (1.8).
Требуется доработка (увеличение цековок) или замена поршней.
Доработанная ГБЦ (Спорт):
1. Установлены увеличенные облегчённые клапаны «AE»: впускные — 32 мм, выпускные — 27 мм.
2. Установлены увеличенные сёдла клапанов.
3. Увеличены каналы: впускные — 37 мм, выпускные — 34 мм.
4. Осажены пружины на 1,2 мм под тюнинговые распредвалы.
Пружины, тарелки клапанов, гидрокомпенсаторы и распредвалы в комплект не входят.
ПРИБАВКА МОЩНОСТИ 15-20%.
Работы, проводимые с головкой блока, направлены на улучшение коэффициента наполнения, уменьшение сопротивления выхлопным газам, повышение степени сжатия и снижение вероятности детонации при высокой степени сжатия. Способами повышения коэффициента наполнения является установка клапанов увеличенного диаметра и (или) продутых на специальном стенде, а также снижение потерь скорости движения горючей смеси в приборах питания, впускных трубах и клапанной щели. Поскольку величины потерь пропорциональны квадрату скорости движения смеси, то у впускного тракта форсированного двигателя для её снижения увеличивают проходные сечения. Установка увеличенных клапанов (32 мм/27 мм) даёт ощутимую прибавку в наполнении цилиндров горючей смесью и очистки их от продуктов сгорания. Для тех же целей, т.е. для улучшения наполнения цилиндров и создания минимального сопротивления выхлопным газам, производится обработка (увеличение) впускных (37 мм) и выпускных (34 мм) каналов головки блока, а также соответствующих коллекторов. Доводка чистоты каналов головки делается набором шарошек, а затем наждачной бумагой. Аналогично производятся работы с впускным коллектором. Следует особо отметить, что значительные потери в мощностных показателях двигателя появляются при неточной стыковке каналов головки с соответствующими коллекторами (на двигателях ВАЗ нестыковка составляет до 3 мм). При обработке каналов головки на это сразу обращается внимание, подгоняются по месту все прокладки и ликвидируются уступы за счёт подгонки патрубков.
- Детали головки блока цилиндров
- 1 – головка блока
- 2 – впускной распределительный вал
- 3 – сальник
- 4 – выпускной распределительный вал
- 5 – корпус подшипников распределительных валов
- 6 – крышка головки блока
- 7 – кронштейн крепления жгута проводов
- 8 – заглушки
- А – отличительный поясок впускного распределительного вала
Головка 1 блока цилиндров общая для четырех цилиндров отлита из алюминиевого сплава, с камерами сгорания шатровой формы. Впускные и выпускные каналы выведены на разные стороны головки блока. Клапаны расположены V-образно в два ряда: с одной стороны впускные, с другой — выпускные.
В головку запрессованы металлокерамические седла клапанов и латунные направляющие втулки клапанов. Внутренний диаметр направляющих втулок (7±0,015) мм, наружный (для втулок, поставляемых в запасные части) – 12,079–12,090 мм и 12,279–12,290 мм (втулка, увеличенная на 0,2 мм).
Диаметр тарелки впускного клапана 29 мм, выпускного – 25,5 мм. Диаметр стержня впускного клапана (6,975±0,007) мм, выпускного – (6,965±0,007) мм.
На каждый клапан установлено по одной пружине. Длина пружины в свободном состоянии 38,19 мм, под нагрузкой (240±9,6) Н [(24,5±0,98) кгс] должна быть 32 мм, а под нагрузкой (550±27,5) Н [(56,1±2,8) кгс] – 24 мм.
Клапаны приводятся в действие кулачками распределительных валов через цилиндрические гидротолкатели, расположенные в направляющих отверстиях головки блока цилиндров по оси отверстий под клапаны. Гидротолкатели автоматически устраняют зазор в клапанном механизме, поэтому при техническом обслуживании проверять и регулировать зазор в клапанном механизме не требуется.
Масло для работы гидротолкателей лада приора подводится из системы смазки по вертикальному каналу в блоке цилиндров к каналу в головке блока цилиндров около 5-го болта крепления, а затем по верхним каналам, выполненным на нижней плоскости корпуса подшипников. По этим же каналам подводится масло и для смазки шеек распределительных валов. В вертикальном канале головки блока цилиндров расположен обратный шариковый клапан, не допускающий слива масла из верхних каналов после остановки двигателя.
Для привода клапанов служат два распределительных вала: впускной и выпускной. Валы отлиты из чугуна и снабжены пятью опорными шейками, которые вращаются в гнездах, выполненных в головке блока цилиндров и в одном общем корпусе подшипников распределительного вала. Для повышения износостойкости рабочие поверхности кулачков и шейка под сальник отбелены. Для того чтобы отличить впускной распределительный вал от выпускного, на впускном валу около первой опоры выполнен отличительный поясок А.
От осевых перемещений валы удерживаются упорными буртиками, расположенными по обе стороны от передней опоры. Передние концы распределительных валов priora уплотнены самоподжимными резиновыми сальниками. Задние отверстия, расположенные по оси валов в головке блока цилиндров лада приора и корпусе подшипников, закрыты обрезиненными колпачковыми заглушками.
Вам потребуются: приспособление для сжатия клапанных пружин, приспособление для выпрессовки и оправка для запрессовки маслосъемных колпачков, торцовые ключи «на 8», «на 10», «на 13», ключи «на 19», «на 21», шестигранник «на 10», отвертка, пинцет.
1. Снимите головку блока цилиндров с двигателя (см. «Замена прокладки головки блока цилиндров лада приора»).
2. Установите головку блока распределительными валами вверх, подложив под нее деревянные прокладки, чтобы не повредить клапаны.
3. Отверните торцовой головкой «на 13» три гайки крепления левой опоры силового агрегата…
4. …и демонтируйте опору.
5. Раскрутите ключом «на 10» два болта крепления кронштейна топливной трубки…
6. …и выньте кронштейн.
7. Выверните ключом «на 10» два болта крепления датчика фаз…
8. …и достаньте датчик.
9. Выверните ключом «на 21» датчик сигнальной лампы аварийного падения давления масла из корпуса подшипников распределительных валов.
10. Вытащите ключом «на 19» из термостата датчик температуры охлаждающей жидкости.
11. Выверните ключом «на 21» датчик указателя температуры охлаждающей жидкости из заднего торца головки блока.
12. Отверните ключом «на 13» две гайки крепления термостата ваз 2170.
13. Извлеките термостат…
14. …и установленную под ним уплотнительную прокладку.
15. свечным ключом раскрутите свечи зажигания, чтобы случайно не повредить их.
16. торцовой головкой «на 8» раскрутите двадцать болтов крепления корпуса подшипников распределительных валов лада приора.
17. …и достаньте корпус.
18. Выньте распределительные валы из опор головки блока цилиндров ваз 2172 и снимите с их передних концов сальники.
19. Выньте заглушки из заднего торца головки блока.
20. Извлеките гидротолкатели клапанов из отверстий головки блока цилиндров.
21. Очистите камеры сгорания от нагара. Осмотрите головку блока лада приора. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку. Удалите заусенцы и забоины на плоскости головки блока.
22. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров лада приора. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и измерьте щупом зазор между поверхностью головки и линейкой. Если зазор больше 0,1 мм, можно прошлифовать привалочную поверхность. Для этого обратитесь в специализированную мастерскую.
23. Аналогично проверьте плоскостность привалочных поверхностей головки блока под впускной коллектор…
24. …и катколлектор. Неплоскостность этих поверхностей не должна превышать 0,1 мм.
25. Для проверки герметичности головки блока лада приора заглушите отверстие в головке под гнездо термостата. Это можно сделать, например, установив глухую прокладку из плотного картона под гнездо и завернув гайки его крепления. Вверните на место датчик указателя температуры охлаждающей жидкости, если его выворачивали.
26. Залейте керосин в каналы водяной рубашки. Если уровень керосина при выдержке 15–20 мин понижается, значит, в головке есть трещины и ее надо заменить. После проверки не забудьте снять картонную прокладку и извлечь пробки.
27. Проверьте состояние опорных поверхностей под шейки распределительных валов на головке блока…
28. …и корпусе подшипников. Если хотя бы на одной из них есть следы износа, задиры или глубокие риски, замените головку и корпус подшипников.
29. Промойте масляные каналы. Для этого заглушите вертикальный масляный канал ваз 2171 со стороны камеры сгорания (канал находится между 3-м и 4-м цилиндрами).
30. . залейте бензин в масляный канал головки блока…
31. …и корпуса подшипников распределительных валов и выдержите 15–20 мин. Вылейте бензин, выньте заглушку и окончательно промойте каналы бензином с помощью груши.
32. Для проверки герметичности клапанов вверните свечи и залейте керосин в камеры сгорания. Если в течение 3 мин керосин не просочится из камер сгорания в каналы, клапаны герметичны. В противном случае притрите (см. «Притирка клапанов») или замените клапаны.
Для замены или притирки клапанов снимите с головки блока цилиндров следующие детали: 1 – клапан; 2 – пружина; 3 – тарелка; 4 – сухари.
33. Установите под снимаемый клапан подходящий упор.
34. Установите приспособление для сжатия пружин клапанов приора, ввернув в одно из отверстий головки блока болт крепления крышки подшипника распределительного вала и зацепив приспособление за этот болт. Сожмите приспособлением пружину клапана.
35. Выньте два сухаря из верхней тарелки пружины с помощью пинцета или намагниченной отвертки. Затем снимите приспособление.
Если усилие перемещения рычага приспособления значительно увеличивается, а сухари не выходят из проточки клапана, нанесите легкий удар молотком по тарелке пружин, чтобы сухари освободились.
36. Снимите тарелку пружины.
37. Аккуратно достаньте пружину.
38. Подтолкните и выньте клапан из головки блока.
39. Спрессуйте маслосъемный колпачок с направляющей втулки клапана приспособлением или пассатижами (см. «Замена маслосъемных колпачков лада приора»).
40. Очистите нагар с клапана подходящим инструментом (например, металлической щеткой). Затем внимательно осмотрите клапан.
41. Замените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске 1, трещины, деформация стержня 3, коробление тарелки 2, следы прогара. Неглубокие риски и царапины на рабочей фаске можно вывести притиркой клапанов (см. «Притирка клапанов»).
42. Если повреждения рабочей фаски клапанов невозможно вывести притиркой, можно прошлифовать фаску на специальном станке в специализированной мастерской.
43. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов (см. «Притирка клапанов лада приора»).
44. Более значительные дефекты седел клапанов устраняют шлифованием. Седла рекомендуется шлифовать в специализированной мастерской.
- Места обработки фасок седел клапанов
45. Имея слесарный навык, эту работу можно выполнить вручную с помощью набора специальных фрез. Вначале обрабатывают фаску а под углом 15°, затем фаску б под углом 20° и фаску в под углом 45°. После шлифования необходимо притереть клапаны (см. «Притирка клапанов»).
46. Проверьте состояние пружин клапанов. Искривленные, сломанные или имеющие трещины пружины замените.
- Параметры проверки пружины клапана
47. Для проверки упругости наружной пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам, замените ее.
48. Осмотрите гидротолкатели клапанов лада приора. Если на рабочей поверхности 1 есть задиры, царапины и прочие дефекты, замените гидротолкатели. Измерьте наружные диаметры толкателей, изношенные толкатели замените. На рабочих поверхностях 2 не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла. Гидротолкатели с такими дефектами надо заменить. На поверхностях 2 допускаются концентрические следы приработки с кулачками распределительного вала.
- Размеры клапанов и их направляющих втулок
49. Проверьте зазоры между направляющими втулками и клапанами. Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана лада приора. Проверку зазора рекомендуется выполнять в специализированной мастерской, так как для измерения диаметра втулок нужен специальный инструмент (нутромер).
- Зазоры между клапаном и направляющей втулкой, мм:
номинальный для впускных и выпускных клапанов. 0,018–0,047
предельно допустимый для впускных и выпускных клапанов. 0,300
50. Если зазор не достиг предельно допустимого, можно попробовать устранить его заменой клапана. Если это не удается сделать или зазор превышает предельно допустимый, замените направляющую втулку. Для этого выпрессуйте со стороны камеры сгорания дефектную втулку специальной оправкой, предварительно замерив высоту выступания верхней части втулки над поверхностью головки блока.
51. Охладите новую втулку (например, с помощью углекислотного огнетушителя), смажьте ее моторным маслом, вставьте в специальную оправку и запрессуйте со стороны распределительного вала так, чтобы высота выступания верхней части втулки соответствовала замеренному значению. Разверните отверстие во втулке с помощью развертки до 7,000–7,015 мм для впускных и выпускных клапанов.
- 52. Если устанавливается старый клапан снимите заусенцы с проточек под сухари. После этого необходимо притереть клапан к седлу (см. «Притирка клапанов»).
- 53. Установите клапаны в головку блока в соответствии с ранее сделанной маркировкой, предварительно смазав стержни моторным маслом.
- 54. Установите маслосъемные колпачки (см. «Замена маслосъемных колпачков»).
- 55. Установите распределительные валы и корпус подшипников распределительных валов (см. «Замена маслосъемных колпачков»).
- 56. Установите на головку блока все снятые при ее разборке детали и узлы.
Сегодня притащили одного из старых клиентов на Приоре, как выяснилось заклинившая помпа порвала ремень и как следствие загнулись клапана.
Но прогресс на АвтоВАЗе не стоит на месте и если на двигателях десятого семейства просто гнуло клапана, то на приоровских 126-ых еще и шатуны теряют центровку и, если их не поменять велика вероятность того что двигатель начнет кушать масло и соответственно ваши деньги. Слава конструкторам АвтоВАЗа!
Но нет худо без добра, есть комплекты поршней на 126-е моторы с проточками которые не гнут клапана. В данной статье мы опишем процедуру ремонта головки блока цилиндров, после обрыва ремня ГРМ, а так же замену поршневой. Снятие и установка ремня ГРМ описано в этой статье, поэтому на ней подробно останавливаться не будем.
Для выполнения данной процедуры наличие динамометрических ключей обязательно!
Начинаем разбирать
Для начала сливаем масло и антифриз. Снимаем защитную крышку, воздушный фильтр с патрубками, отсоединяем разъемы катушек зажигания, тросик газа и дроссельный узел.
Снимаем корпус термостата и попутно отсоединяем все попавшиеся разъемы и патрубки. Всю мешавшею нам проводку убираем в сторону аккумулятора.
Снимаем генератор. Откручиваем восемь гаек на тринадцать держащих впускной коллектор и снимаем его. Отворачиваем все болты крепящие клапанную крышку, а так же боковую опору двигателя.
Откручиваем восемь гаек и снимаем выпускной коллектор.
Снимаем ремень ГРМ, шкивы распредвалов и помпу.
В три прохода, чтобы не деформировать деталь, сначала ослабляем, а потом откручиваем двадцать болтов корпуса подшипников распредвалов, головка на восемь. Обязательно в последовательности указанной на фотографии.
Снимаем корпус подшипников. Снимаем распредвалы, на распредвале впускных клапанов есть отличительный бортик.
Так же в несколько проходов сначала ослабляем, а за тем откручиваем десять болтов крепления ГБЦ. Обязательно в последовательности указанной на фотографии.
Снимаем головку блока цилиндров. Все шестнадцать клапанов в замену.
Ремонт ГБЦ
Все гидрокомпенсаторы маркируем цифрами при помощи обыкновенного канцелярского штриха и убираем подальше. Вытащить их поможет обыкновенный магнит. Рассухариваем клапана и снимаем маслосъемные колпачки (сальники клапанов), клапана в металлолом, сальники в мусор. Вычищаем все каналы. Головку отвозим на шлифовку, на всякий случай. Промыв после шлифовки еще раз керосином и продув воздухом начинаем собирать.
Свежекупленные клапана расставляем в последовательности, в которой они будут стоять в ГБЦ и по очереди начинаем притирать. Стержень клапана смазываем чистым маслом, а на кромку наносим притирочную пасту.
Вставляем клапан на свое место и надеваем на стержень клапана приспособление для притирки клапанов. В магазинах продается приспособление для ручной притирки, но поскольку на дворе двадцать первый век механизируем процесс. Берем старый клапан и отрезаем от него стержень, на него подбираем резиновую трубку такого диаметра, что бы одевалась с натягом. Стержень в реверсивную дрель, один конец трубки на него, другой на притираемый клапан. На малых оборотах начинаем притирать клапан, постоянно меняем направление вращение и периодически то прижимаем его к седлу то ослабляем усилие. В среднем на клапан уходит секунд двадцать. Вынимаем его и протираем. Клапан считается притертым если на фаске появилась равномерная серая полоска шириной не меньше 1,5 мм.
Такая же полоска должна появится на седле клапана.
Видео притирки клапанов вручную
Для шестнадцати клапанной головки все тоже самое только клапанов в два раза больше.
После притирки все клапана и седла тщательно протираем и промываем керосином, чтобы удалить остатки притирочной пасты. Проверяем на герметичность. Закручиваем старые свечи и ставим все клапана на место. Наливаем керосин и ждем три минуты, если керосин не убежал все хорошо, в противном случае перетираем клапана на этом цилиндре.
Нам пришлось перетереть еще раз четыре клапана, после чего керосин перестал убегать.
Набиваем новые сальники клапанов.
Вставляем клапана на место и засухариваем. Перед этим стержни клапанов смазываем чистым маслом. Смазав чистым маслом ставим на место гидрокомпенсаторы и накрыв чистой тканью убираем головку с глаз долой. С ГБЦ закончили.
Переходим к блоку цилиндров
Снимаем поддон. Поворачивая коленвал как нам удобно откручиваем по два болта на каждой крышки шатуна. Используем для этого головку TORX E10.
Поршня вместе с шатунами вынимаем. Для этого снизу деревянной ручкой молотка упираемся в шатун и слегка постукивая выбиваем его наверх. Снимаем старые вкладыши и по маркировки на них покупаем такого же размера новые. Вот еще один камень в огород АвтоВАЗа, машина у владельца с салона и в мотор не разу не лазили, но три поршня были группы «В» а один «С». Получается, что на заводе один цилиндр немного переточили и просто сунули туда увеличенный поршень, нет слов. Вариантов нет, берем группу «С», не точить же мотор из-за этого. Коренные вкладыши так же трогать не будем.
Покупаем новую поршневую группу, не гнущею клапана, шатуны и шатунные вкладыши.
Устраняем продольный люфт коленвала
На данном моторе он был замечен. Что бы устранить его заменим упорные полукольца. В наличие есть стандартные и ремонтные размеры. Берем первый ремонтный размер, если будут туго заходить немного сошлифуем. Откручиваем средний коренной подшипник и аккуратно толкнув отверткой сдвигаем полукольца. Метка на нем виде трех засечек, изображена ниже.
Когда полукольцо немного вышло проворачиваем коленвал, он вытолкнет его. Полукольца двух видов спереди белое и желтое сзади, канавки на них должны смотреть в сторону щек коленвала.
Ставим как снимали новые полукольца, если они заходят с большим усилием можно их немного шлифануть на мелком абразивном бруске, только не со стороны канавок. Проверяем люфт. Затягиваем коренной подшипник моментом 8 кгс*м.
Собираем поршневую
Сверху на поршне выбита стрелка, она должна быть направлена к передней части двигателя. А на шатуне есть метки, которые должны смотреть в свою очередь так же. Не перепутайте!
Вставляем одно стопорное кольцо в паз на поршне. Вставляем шатун в поршень и смазав свой и поршневой палец маслом вставляем его на свое место. Вставляем второе стопорное кольцо. Данная операция хоть и кажется простой, но помучится придется. Осматриваем собранную конструкцию все стопорные кольца должны быть четко в своих канавках, в противном случае выскочившее кольцо на работающем двигателе может натворить много бед.
После сборки нужно отломать крышку шатунного подшипника, поскольку шатун выполнен в виде одного целого. На наших машинах так. Для начала выкручиваем болты. Вставляем в тески шатун на уровень метки показанной на рисунке черной стрелкой и слегка его зажимаем, затем легким движением руки отламываем. В первый раз очень страшно. Приставляем крышку на место и закручиваем болты, чтобы в дальнейшем не перепутать.
Проверяем тепловой зазор в поршневых кольцах
Раскладываем каждый комплект колец к каждому цилиндру. В дальнейшем местами их не меняем. По очереди каждое кольцо засовываем в свой цилиндр и немного проталкиваем его поршнем примерно на средину.
Щупами замеряем зазор.
Номинальный зазор: 0.25 — 0.45 мм.
Максимальный зазор для всех 1 мм. Но это попахивает уже расточкой.
Устанавливаем новые кольца
Сначала устанавливаем разжимную пружину маслосъемного кольца, затем само кольцо. Замок маслосъемного кольца должен смотреть в противоположную сторону замка пружины. После устанавливаем нижнее компрессионное и наконец верхнее компрессионное кольцо. На кольцах обязательно выбита надпись «ТОР», она должна смотреть вверх. Кольца в канавках поршня должны обязательно легко вращаться.
Сборка двигателя
Протираем чистой ветошью шейки коленвала, зеркало цилиндров и посадочные места шатунных вкладышей, их кстати можно и обезжирить. Вкладываем новые вкладыши в шатун и крышку, так что бы усики вкладышей вошли в пазы.
Смазываем чистым маслом вкладыши, шейки коленвала и цилиндры. Разворачиваем поршневые кольца замками так как показано на рисунке, угол между ними должен составлять 120 градусов.
Одеваем на поршень оправку для сжатия колец, предварительно смазав ее внутри чистым маслом. Не забывая про направление, стрелка на поршне должна быть направлена к передней части двигателя, ставим его в свой цилиндр.
Коленвал проворачиваем таким образом, чтобы шатунная шейка была в самом низу. Аккуратно постукивая деревянной ручкой молотка проталкиваем поршень в цилиндр. Снимаем оправку и толкаем поршень вниз до момента, когда шатун сядет на коленвал. Снизу ставим крышку шатунного подшипника, помним про метки. Затягиваем болты крепления крышки шатуна моментом 5 кгс*м. Тоже повторяем со всеми остальными цилиндрами.
Ставим на место все что сняли снизу. Сверху продуваем и очищаем отверстия под болты крепления ГБЦ. Ставим новую прокладку ГБЦ и саму головку. Смазываем болты тонким слоем масла, главное без фанатизма. Болты затягиваем в несколько проходов в порядке обратном откручиванию, смотри фото в начале статьи. Последовательность затяжки следующая:
- сначала все затягиваем моментом 2 кгс*м
- затем все затягиваем моментом 7 – 8 кгс*м
- доворачиваем на 90 градусов
- еще раз доворачиваем на 90 градусов
Ставим гидрокомпенсаторы, распредвалы и крышку подшипников распредвала. Все трущиеся поверхности смазываем чистым маслом. Перед установкой крышки подшипников распредвала смазываем тонким слоем герметика периметр и ободки вокруг свечных колодцев. Затягиваем болты крышки подшипников, в порядке обратном раскрутки, моментом 2 кгс*м, смотри фото в начале. Ну и дальше устанавливаем все детали в порядке обратном снятию. Заливаем все жидкости и заводим, завестись может не сразу, это нормально. При первом запуске дымить будет хорошо, пока не обгорит масло на цилиндрах, смотрим что бы погасла лампа давления масла. Даем поработать минуту и глушим, смотрим вдруг где что потекло. Заводим еще несколько раз постоянно увеличивая интервал работы, доводим до рабочий температуры, постоянно проверяя масло и антифриз, так же обращаем внимание на то что бы не появились посторонние шумы. Даем отдохнуть часок и снова на холостой ход где-то на часик, постоянно контролируем температуру. Ну а далее обкатка если точили, если нет, то можно ехать только первую тысячу километров стараться не поднимать обороты выше 3000 ну и не тягать на буксире.
Руководство по ремонту ВАЗ 2170 (Приора) 2004+ г.в. 5.13. Головка блока цилиндров двигателя
5.13. Головка блока цилиндров двигателя
5.13.1 Головка блока цилиндров двигателя
5.13. Головка блока цилиндров двигателяСнятие, дефектовка и установка распределительных валов Проверка и замена гидротолкателей Возможные неисправности гидротолкателей, их причины и способы устранения Разборка, ремонт и сборка головки блока цилиндров Притирка клапанов …
5.13.2 Снятие, дефектовка и установка распределительных валов
5.13.1. Снятие, дефектовка и установка распределительных валовРаспределительные валы заменяют в следующих случаях: – падение давления в системе смазки двигателя. Причиной этой неисправности часто бывает повышенный износ шеек распределительных валов и гнезд в корпусах подшипников распределительных валов. При износе гнезд заменяют головку блока в сборе, так как гнезда обрабатывают совместно с установленным на головку корпусом подшипников; – стук клапанов при исправных гидротолкателях (см. «Проверка и замена г…
5.13.3 Проверка и замена гидротолкателей
5.13.2. Проверка и замена гидротолкателей Гидротолкатели двигателя ВАЗ-21126, выполненные в виде цилиндрических толкателей, расположенных между распределительным валом и клапанами, совмещают две функции: передачи усилия от распределительного вала к клапанам и устранения зазоров в их приводе. Рис. 5.8. Схема работы гидротолкателя в клапанном механизме двигателя ВАЗ-21126: 1 – клапан; 2 – пружина обратного клапана; 3 – обратный клапан; 4 – головка блока цилиндров; 5 – кулачок распределительного вала; …
5.13.4 Возможные неисправности гидротолкателей, их причины и способы устранения
5.13.3. Возможные неисправности гидротолкателей, их причины и способы устранения *Возможны следующие причины повышенного шума в режиме холостого хода, усиливающегося с ростом частоты вра щения коленчатого вала до 1500 мин-1 и не связанного с работой гидротолкателей: – увеличенные зазоры между стержнями клапанов и направляющими втулками; – увеличенная до значения, превышающего допустимое значение, несоосность клапана и седла; – непараллельность торцов клапанных пружин; – большее, чем допустимое, биение фаск…
5.13.5 Разборка, ремонт и сборка головки блока цилиндров
5.13.4. Разборка, ремонт и сборка головки блока цилиндров Рис. 5.9. Детали головки блока цилиндров: 1 – головка блока; 2 – впускной распределительный вал; 3 – сальник; 4 – выпускной распределительный вал; 5 – корпус подшипников распределительных валов; 6 – крышка головки блока; 7 – кронштейн крепления жгута проводов; 8 – заглушки; А – отличительный поясок впускного распределительного вала Головка 1 (рис. 5.9) блока цилиндров общая для четырех цилиндров, отлита из алюминиевого сплава, с камерами …
5.13.6 Притирка клапанов
5.13.5. Притирка клапановДля притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью). Кроме того, в продаже есть готовые ручные держатели клапана. Рис. 5.13. Приспособление для притирки клапанов: 1 – металлический стержень; 2 – резиновый шланг; 3 – винтовые хомуты При их отсутствии можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.13). Кроме этого вам потребуются: притирочная паста, керосин, слабая пружина, по наружному … Притирка клапанов
[Что это такое и как притирка клапанов?] • Road Sumo
Плохая работа двигателя автомобиля иногда может быть связана со слишком большим или слишком маленьким зазором клапанов. Если клапаны не установлены должным образом, это также приведет к утечкам топлива и сжатию, что приведет к ухудшению работы двигателя. Решить эту проблему можно притиркой клапана.
Притирка клапана — это процесс шлифования поверхности клапана и головки клапана там, где они контактируют друг с другом.
Клапаны двигателя пропускают воздух и топливо внутрь цилиндров, а также позволяют несгоревшему топливу выходить в выхлоп. Головка клапана — это часть двигателя, которая удерживает клапаны на распределительном валу.
Вы можете выполнять этот процесс притирки на деталях двигателя, которые требуют очень жестких допусков параллельности, плоскостности, чистовой обработки или толщины.
Это процесс, требующий различных процедур обработки поверхности, в которых в качестве шлифовальных агентов используются рассыпчатые абразивные порошки.Измельчитель обычно работает на малых оборотах.
Прочтите, чтобы узнать больше о притирке клапанов автомобильных двигателей, в том числе о притирке клапанов. Я также опишу популярный инструмент для притирки клапанов и комплект для притирки клапанов, которые вы можете использовать.
Притирка клапана
Обычно люди выполняют притирку клапанов и седел, чтобы отполировать их и исправить их недостатки.
Этот процесс устраняет незначительные деформации или неровности сопрягаемых поверхностей клапана и седел клапана.Это сделано для обеспечения более плотного уплотнения между клапанами и их седлами.
Различные работы, выполняемые на сопрягаемых поверхностях, на самом деле имеют целью придать поврежденным поверхностям гладкую отделку за счет использования рассыпных абразивных порошков в качестве шлифовальных средств, наносимых на обычно низких скоростях.
Ожидается, что после этого процесса будут очень жесткие допуски по параллельности, плоскостности, отделке или толщине между клапанами и их седлами.
Двигатель внутреннего сгорания работает за счет достижения определенной степени сжатия.Это соотношение отличается от двигателя к двигателю. В двигателе сжигается топливовоздушная смесь, сжатая до определенного объема, определяемого степенью сжатия.
В камерах сгорания (цилиндрах двигателя) должна присутствовать соответствующая воздушно-топливная смесь, чтобы обеспечить полное сгорание топлива и снизить выбросы углерода в выхлопных газах.
Но если есть утечка в седле клапана, смесь воздуха и топлива изменится, что приведет к неправильному сгоранию. В конечном итоге это приведет к неустойчивой работе двигателя.
Следовательно, вы должны плотно закрыть клапаны, чтобы обеспечить полную герметичность камеры сгорания во время процесса сгорания. Если уплотнение нарушено, можно выполнить притирку клапана.
Притирку клапана можно выполнить, применив составную пасту, которая практически представляет собой смесь мелкозернистого песка и масла. Нанесите пасту на края клапана, затем на головку клапана.
Этот процесс притирки создаст лучшее уплотнение между головкой и клапаном и предотвратит утечку газов, когда цилиндры двигателя находятся на такте сжатия.
Увеличенная площадь контакта позволяет лучше отводить тепло от клапанов к головке. Это также предотвратит возгорание клапанов.
Назначение притирки клапана — подробный обзор
Ранее мы обсуждали, что такое притирка клапана. Теперь давайте обсудим цель притирки клапана.
- Основная цель притирки клапанов — добиться хорошего, если не идеального, седла для клапанов.
- В результате процесса будут получены более тонкие поверхности, исправлены мелкие дефекты, будут получены более плотные прилегания и узкие или жесткие допуски между клапанами двигателя и соответствующими седлами клапанов.Все эти детали двигателя заключены в головку блока цилиндров двигателя внутреннего сгорания.
- Для хорошей работы двигателя важно, чтобы подача топливовоздушной смеси в камеры сгорания происходила в нужное время. Другими словами, эта топливовоздушная смесь не должна попадать в камеры сгорания до тех пор, пока не наступит подходящий момент.
- Хорошее седло также означает отсутствие утечек сжатия. Если есть дефекты поверхностей клапанов и их седел, возникнут утечки при сжатии.Это приведет к снижению эффективности двигателя.
Если есть дефекты уплотнения и седел клапана, эта топливовоздушная смесь может попасть в камеры сгорания в любой момент. Это приведет к снижению производительности двигателя.
Вот почему притирка клапанов — одно из средств повышения эффективности автомобильного двигателя. Проверка качества посадки клапана — это одна из вещей, которые можно сделать для проверки работы двигателя.
Если обнаруживается причина, притирка клапанов выполняется для восстановления или улучшения характеристик двигателя.
Дополнительно необходимо выполнить притирку клапанов, если клапаны были сняты во время ремонта или технического обслуживания двигателя. Если этого не сделать, последствиями могут стать обратные вспышки, пропуски зажигания и даже поломка клапанов.
Преимущества притирки клапана
Притирка клапанов двигателя вашего автомобиля дает определенные преимущества независимо от того, используете ли вы инструмент для притирки клапанов небольшого двигателя. Фактический процесс не должен длиться так долго, но преимущества, которые вы можете получить после его выполнения, бесподобны.
Вот некоторые из его основных преимуществ:
- Это обеспечит лучшее уплотнение между клапаном и головкой. Это предотвратит выход воздушно-топливной смеси и газов из камер сгорания во время такта сжатия двигателя.
- Увеличится площадь контакта между клапаном и головкой. Это обеспечит отвод тепла от клапана к головке. Это также предотвратит возгорание клапанов.
- Притирка клапанов — один из способов улучшить работу автомобильных двигателей.Если производительность двигателя вашего автомобиля снизилась, притирка клапанов двигателя может решить проблему.
- По мере того, как двигатель улучшает свои рабочие характеристики, повышается его топливная эффективность. Сгорание топлива улучшится, будет меньше несгоревшего топлива и меньше дыма, выходящего в выхлопную систему.
Как работает притирка клапана? Что такое притирка клапана?
Притирка клапана обычно выполняется с использованием:
- Притирочные стержни для клапанов,
- Электроинструмент или
- Специальная притирочная машина для клапанов.
Это инструменты для притирки клапанов малых двигателей.
Первые два метода выполняются вручную. Теперь существует более совершенный метод притирки клапана, в котором используется машина для притирки клапана для двигателя внутреннего сгорания.
При притирке клапанов важно помнить, что притирка не заменяет работу клапана. Однако это помогает улучшить совместимость сопрягаемых поверхностей. Хорошо, что сейчас машины делают эту работу. Но также хорошо знать, как притирать клапаны вручную, поскольку это решает проблему.
Также стоит отметить, что шлифовка может обеспечить герметичность клапанов и их седел. Но цель притирки — проверить правильность шлифования.
Для двигателей с головками блока цилиндров, восстановленными в мастерской по ремонту двигателей, машина обычно наносит специальный скос на клапаны и седла. Но этот процесс не гарантирует хорошего уплотнения между клапанами и их седлами.
Таким образом, хороший специалист по ремонту двигателя всегда проверяет, все ли правильно установлено, прежде чем, наконец, полностью собрать детали двигателя.Если производитель двигателя правильно заземлил поверхности клапана и седла клапана, на притирку каждого клапана уйдет совсем немного времени.
Опять же, что такое притирка клапана? Притирка клапана — это процесс шлифования поверхности и головки клапана. Таким образом, клапаны двигателя могут более эффективно пропускать воздух и топливо внутрь и позволять несгоревшему топливу эффективно выходить.
Регулировка притирки клапанов
Клапаны с герметичным уплотнением должны быть герметичными для воздуха и жидкости. При работе с двигателем его головка блока цилиндров должна стоять на верстаке вверх ногами.
Его следует подпереть так, чтобы камеры сгорания были плоскими. Если жидкость просачивается прямо в порт, клапаны не установлены должным образом. Им нужна притирка.
Для притирки клапанов двигателя вам понадобятся следующие инструменты:
- Состав для шлифования клапанов
- Инструмент для притирки клапанов
- Моторное масло
- Очистите тряпку, ткань или проволоку
- Защитные очки и перчатки
1. Очистите клапаны и стержни клапанов
Надевайте защитные перчатки и очки.Проверьте пломбу на одной головке, которая только что сошла с машины. Очистите и удалите грязь и нагар с головки, области уплотнения и штока тряпкой, тканью или проволокой. Убедитесь, что в штоке клапана или в направляющей клапана не осталось грязи.
Этот процесс очистки может занять больше времени, чем фактическая притирка клапана. Осмотрите седло клапана на предмет неровностей уплотнения или точечной коррозии. Если поверхность неровная или повреждена, ее следует заменить.
2. Смажьте шток клапана
Нанесите тонкий слой моторного масла на шток клапана.Затем поместите это в гид. Можно использовать масло мощностью 5/39 Вт, хотя это не так уж важно.
3. Нанесите шлифовальный состав
.Нанесите шлифовальный состав на край клапана.
4. Наклейте резиновый колпачок
Наклейте резиновую чашку притирки клапана на поверхность клапана и начните притирку, следуя процедуре ниже:
- Вставить вентиль в ГБЦ.
- Смочите присоску на притирке.
- Наклеить на торец клапана.
- Как только притирщик захватит клапан, запускайте притирку.
- Поместите притирку между руками.
- Вращайте инструмент вперед и назад со средней скоростью.
- Приложите давление вниз, но только с легкостью. Ваши движения должны быть такими, как если бы вы пытались разжечь огонь палкой.
- Периодически поднимайте клапан и несколько раз поворачивайте его на 180 градусов. Это обеспечит равномерное распределение шлифовальной массы. Не допускайте попадания притирочной пасты в направляющую клапана.
- Следите за своим прогрессом. Лучше всего искать однородное кольцо серого цвета на клапане и уплотнении клапана. В сером кольце не должно быть выступов или разрывов.
- Когда вы почувствуете и услышите, что шлифовальный состав теряет режущую способность, вытрите его и проверьте поверхность.
Обе поверхности должны иметь тускло-серый цвет, если вы уже закончили. Ширина кольца также должна быть одинаковой на обеих поверхностях. Ровное кольцо должно быть вокруг клапана, но не обязательно посередине.Вы должны увидеть одинаковую серую линию на седле и клапане.
Когда вы закончите притирку одного клапана и его седла клапана, повторите процесс для других оставшихся клапанов и седел клапана — если они не имеют надлежащего уплотнения.
Притирка клапана на станке
Притирка клапана вручную может привести к ошибке. Вот почему производители двигателей разработали машину, которая будет делать это автоматически. «Притирочная машина для клапанов двигателей внутреннего сгорания» — это новейшая технологическая разработка.Он разработан для замены ручного метода притирки клапанов.
В этой машине используется полностью автоматизированная, но все же механическая система, которая может выполнять два разных движения в двух разных направлениях, которые ранее выполнялись вручную.
По сравнению с ручным способом эта машина для притирки клапанов более эффективна из-за человеческого фактора, и, следовательно, человеческий фактор эффективно исключается из процесса.
Инструмент для притирки клапана / Комплект для притирки клапана
Если вы ищете комплект для притирки клапанов или инструмент для притирки клапанов для малых или больших двигателей, на Amazon доступно множество вариантов.
Один из ваших вариантов — WINTOOLS Valve Lapping Pro Tool Attachment Набор инструментов для ремонта автомобиля 4 присоски:
Нажмите здесь, чтобы увидеть его на Amazon.
Этот инструмент для притирки клапанов для малых двигателей поставляется с 8 мм. вал и 4 присоски 20, 30, 35 и 45 мм. размеры. Вы можете работать с ними на скоростях от 1000 до 1250 об / мин. Они могут автоматически менять направление, что облегчает установку клапанов.
Другой инструмент для притирки, который вы можете использовать, — это Powerbuilt 648448 2-х сторонняя шлифовальная машина с двумя клапанами.
Нажмите здесь, чтобы увидеть его на Amazon.
Это набор шлифовальных машин для клапанов, которые можно использовать для притирки клапанов. Чашки изготовлены из высококачественного синтетического каучука. Они долговечны и химически устойчивы.
Заключение — Притирка клапана
Притирка клапанов двигателя внутреннего сгорания включает шлифование поверхности клапанов и головки клапана там, где они контактируют друг с другом. Этот процесс требуется при наличии дефектов или повреждений клапанов и седел клапанов.
Воздух и топливо попадают в цилиндры двигателя через клапаны. Несгоревшее топливо также вытекает из этих клапанов. Если клапаны и их соответствующие седла повреждены или несовершенны, воздух и топливо могут вытечь, когда двигатель перейдет в такт сжатия.
Это отрицательно скажется на характеристиках двигателя. Вот почему притирка клапана важна.
Притирка седла клапана— нужна ли она для новых клапанов и седел? — Форум о грузовиках с плоской головкой Mopar
15 часов назад Jocko_51_B3B сказал:
Мне только что профессионально установили новые седла клапанов в механической мастерской, и у меня есть новый комплект клапанов, готовый к работе.
Требуется ли притирка с новыми седлами и клапанами? Или притирка — это просто старый архаичный процесс, обычно применяемый для хорошо используемых клапанов и седел с изъянами?
Что мечресто сказал. Я тоже всегда притираю новые клапаны / седла после того, как их заменили, порезали или отшлифовали.
Я бы добавил, что проверка на утечку жидкости тоже всегда является хорошей практикой. Этот тест легче провести на головке блока цилиндров с верхним расположением клапана, снятой с двигателя, но это можно сделать и на плоской головке клапана в блоке.Вам необходимо установить клапаны и клапанные пружины, но не следует устанавливать головку блока цилиндров, толкатели и распределительный вал. Переверните блок (проще сделать это, если он установлен на стойке двигателя), а затем залейте небольшое количество керосина (или чего-то подобного — ATF может подойти) в каждый карман впускного и выпускного отверстий напротив задней стороны головки клапана. Оставьте блок на ночь (и поставьте под него поддон). Если какой-либо из керосина протекает через какой-либо из клапанов, это означает, что протекающее уплотнение клапана недостаточно хорошее.Притирки может быть достаточно, чтобы исправить это, или может потребоваться регулировка клапана и / или седла клапана. Существуют измерительные инструменты для проверки соосности седла клапана относительно направляющей клапана и поверхности клапана к штоку клапана.
Хороший контакт клапана с седлом — это не только герметизация камеры сгорания и вывод мощности из двигателя. Площадь контакта между ними, особенно на выпускных клапанах, важна для теплопередачи и долговечности двигателя.
Притирка использованных клапанов и седел с изъянами, скорее всего, не приведет ни к чему, кроме затрат времени, усилий и притирочной пасты.
Если вы все же решите притирать клапаны, не забудьте очистить ВСЕ от притирочной пасты, когда закончите. Притирочная паста является абразивом и не подходит для внутренних деталей двигателя.
Отредактировано ЭлвудПритирка выпускного клапана | Теннесси Эйркрафт Сервисез, Инк.
Притирка выпускного клапанаБенджамину Франклину приписывают утверждение: «Унция профилактики стоит фунта лечения.«Это высказывание легко применимо к обслуживанию самолетов. Мы проводим определенные проверки в надежде устранить любые проблемы, прежде чем они доставят нам неприятности в полете. Мы можем заменить аксессуар в заранее определенное время, что, по нашему мнению, устранит любую вероятность того, что эта часть выйдет из строя в полете. Конечно, замена детали — это недорогая профилактика по сравнению с риском отказа в полете или стоимостью ремонта повреждений, которые могут возникнуть. Хотя замена деталей — это один из способов избежать катастрофы, он не особенно эффективен и может вызвать больше проблем, чем избежать.
Лучшим подходом является проверка, где это необходимо, и мониторинг всех индикаторов в поисках доказательств того, что необходимо предпринять какие-то действия. Когда доступны варианты действий, наименее навязчивый обычно оказывается лучшим.
ПроблемаПредположим, что анализ масла показал чрезмерно высокое содержание определенных металлов износа, что указывало на неисправность распределительного вала и было подтверждено визуальным осмотром через выступы подъемника. После этого ужасного открытия, предположим, нам представили два варианта: 1) снять двигатель с самолета, разделить половинки корпуса и заменить распредвал на новый или 2) просто снять подъемники для доступа к кулачку и произвести какой-то чудесный ремонт с распредвалом все еще в положении.Вариант 2 кажется очевидным выбором.
Второй пример — негерметичный выпускной клапан. Допустим, обычная проверка компрессии цилиндра выявила низкую компрессию в одном цилиндре. Мы прикладываем ухо к выхлопной трубе и слышим, как выходит воздух, и таким образом определяем, что клапан протекает. Чтобы быть точными в наших выводах, мы используем бороскоп или видеоскоп, чтобы посмотреть на клапан, вызывающий нарушение. Возможно, визуальный осмотр не показывает никаких признаков горения или теплового повреждения клапана, и мы обнаруживаем только мусор на седле клапана, который мешает хорошей герметизации.Типичный способ — снять цилиндр и отправить его в моторный цех для ремонта. Разве не было бы круто, если бы мы могли просто залезть в этот цилиндр и очистить клапан и седло клапана, не снимая цилиндр? … Ой, подождите, мы можем сделать это!
РемонтВ «старые времена» новый цилиндр был очень дорогим, и отправить цилиндр в ремонт было не намного лучше. Многие небольшие мастерские по ремонту самолетов будут иметь необходимое оборудование для выполнения основного ремонта цилиндров собственными силами.Это будет включать шлифовальный станок для клапанов и набор хомутов для «торцевания» седел клапанов. Замена направляющих клапанов довольно проста и часто также выполняется в полевых условиях. Я до сих пор занимаюсь этим ремонтом на дому время от времени и использую то же оборудование, которое мой папа научил меня использовать сорок лет назад. Небольшая, но очень важная заключительная деталь установки этих деталей — притирка клапана.
Правильное соединение между клапаном и его седлом позволяет многое. Конечно, выпускной и впускной клапаны должны хорошо уплотняться, чтобы обеспечить хорошее сжатие и сгорание в цилиндре во время работы двигателя.Клапаны также должны иметь хороший контакт с седлом для передачи тепла.
Картинка не очень хорошая, но притирка штифта показывает хороший контакт клапана и седла по всему периметру.
Поверхность контакта между впускным клапаном и его седлом довольно узкая, может быть, 1/16 дюйма. Этого достаточно для образования уплотнения, но он не избавляет от значительной части тепла, выделяемого при сгорании. К счастью для впускного клапана, каждый раз, когда он открывается, его омывает смесь холодного бензина и воздуха.Это не только сохраняет впускной клапан прохладным, но и чистым. Проблемы с впускными клапанами возникают очень редко. Несчастный выпускной клапан живет совсем другой жизнью.
Выпускной клапан выдерживает высокую температуру сгорания, когда все эти неприятные, огненные, перегретые, содержащие мусор газы проносятся по нему, выходя из двигателя. Есть два основных источника охлаждения клапана. Первый — это контакт между штоком клапана и направляющей клапана, а второй — контакт клапана с седлом клапана.Для лучшей передачи тепла площадь поверхности контакта между выпускным клапаном и седлом примерно вдвое больше, чем у впускного седла. Даже в этом случае продолжительность контакта очень мала, поэтому очень важен прочный и полный контакт.
Мусор, выходящий из камеры сгорания, представляет собой настоящую проблему, когда он зажат между выпускным клапаном и седлом. Этот мусор может застрять на месте, что не позволяет полностью закрыть клапан. В течение определенного периода времени созданный зазор позволяет достаточно горячим газам выходить во время сгорания, что может привести к размыванию следа в месте на клапане или седле.Со временем это пятно выдерживает гораздо больше тепла, чем может выдержать, и клапан «горит». Есть и другие причины сгоревших клапанов, но это одна из тех, которые мы легко видим и стараемся предотвратить.
Что нам действительно нужно, так это очистить клапан и седло до того, как произойдет повреждение. Низкое сжатие часто начинается в диапазоне от 700 до 1100 часов в зависимости от того, как работает двигатель. Если бы клапан можно было должным образом очистить, можно было бы получить еще около 500 часов хорошей работы двигателя, прежде чем проблема повторится.
Почти слишком поздно для этого места. Вы можете увидеть, где началась эрозия.
ПроцессНачнем с того, что некоторые называют трюком с веревкой. Обычно это связано с выполнением сервисного бюллетеня по проверке биения клапана на двигателях Lycoming, но цель та же самая: освободить клапан от его возвратных пружин, чтобы он мог свободно двигаться.
Свечи зажигания снимаются, и коленчатый вал вращается, чтобы поместить поршень в нижнюю часть его хода и продвинуться к такту сжатия.Кусок веревки проталкивается в камеру сгорания через одно из отверстий для свечей зажигания, чтобы почти заполнить камеру. Затем коленчатый вал поворачивается, чтобы подвести поршень к верхней части цилиндра, который будет удерживать клапан в закрытом состоянии. При закрытом клапане можно снять держатели клапана, а затем и пружины клапана. Давление из поршня можно сбросить, и трос можно снять.
На этом этапе клапан должен легко поворачиваться, а также входить и выходить вручную. Если он не сдвинется с места, у нас возникнет другая проблема.Жесткий клапан означает, что в направляющей скопился осадок, уменьшающий ее диаметр. Клапан можно снять, а направляющую развернуть, чтобы удалить осадок. Эту проблему нужно решать сразу, но это тема для отдельной статьи.
Коромысло снято, трос на месте, поршень создает противодавление, поэтому пружины клапана можно сжать для снятия шпонки.
Отрезок резинового шланга можно надеть на конец штока клапана в качестве ручки для следующей операции. Клапан вставлен в цилиндр достаточно глубоко, чтобы нанести небольшое количество шлифовальной пасты для клапана через одно из отверстий для свечей зажигания.Затем клапан отводят назад, пока он не коснется седла. Удерживая давление на клапане, он вращается вперед и назад, пока грубый звук измельчения не станет плавным.
Ткань протягивается в камеру, чтобы очистить смесь от сопрягаемых поверхностей клапана и седла для проверки. Правильно законченный продукт будет тусклым, но законченным и ровным по всей длине вокруг обеих частей. Ширина этой поверхности должна быть около 1/8 дюйма. Если все еще остаются значительные участки, на которые не было восстановлено покрытие, процесс шлифования можно повторить.
Резиновый шланг на штоке клапана для манипулирования им при притирке.
Не существует жестких правил относительно того, сколько нужно шлифовать. В идеальном мире первая попытка счищает весь мусор, чтобы выявить идеальную сопрягаемую поверхность. В реальном мире, где я живу, в сиденье будет много маленьких ямок. Второе, более агрессивное усилие шлифования может быть выполнено с другим применением шлифовальной пасты. Чтобы ускорить процесс, конец резинового шланга можно вставить в сверло с медленным вращением.
Клапан и седло изготовлены из очень твердых материалов, поэтому вам не нужно слишком беспокоиться о том, чтобы переборщить с этим процессом. При выполнении начальных надрезов под 45 градусов на седлах и клапанах при снятом с двигателя цилиндре используются большие электроинструменты с кругами для шлифования камня. Небольшая зернистость между частями будет относительно медленным процессом. Тем не менее рекомендуется частый визуальный осмотр деталей во время эксплуатации.
После окончательной очистки и осмотра можно провести предварительную проверку компрессии.Установите на место одну из свечей зажигания, подайте сжатый воздух с помощью стандартного тестера дифференциального сжатия и удерживайте клапан в закрытом положении. Будет отмечено значительное улучшение. Обычно мы видим 68/80 или выше. Другая утечка обычно происходит через поршневые кольца.
Теперь трюк с тросом повторяется, чтобы удерживать заново отремонтированный клапан на месте, в то время как пружины и держатели устанавливаются заново. Затем переустановка коромысла, толкателя и связанных деталей выполняется в порядке, обратном снятию.Как только все будет на месте, можно выполнить окончательную проверку сжатия, чтобы увидеть, насколько хорошо все детали вместе.
ПочемуВ этой процедуре нет ничего волшебного или нового. Для многих молодых механиков или тех, кто не знаком с работой двигателя, неизвестно, что им может быть неудобно выполнять. Это гораздо менее навязчиво, чем удаление цилиндра, и выполняет именно ту работу, которая требуется; Не больше, не меньше.
Умение и опыт заключаются в том, чтобы знать, когда выполнять эту процедуру.Если выполнить слишком рано, это просто лишние ненужные расходы. Если сделать это слишком поздно, это неэффективно и будет пустой тратой времени. Осмотр сопрягаемых поверхностей выпускного клапана с помощью бороскопа каждый год или не более 100 часов — лучший способ определить, когда профилактическая шлифовка клапана является рентабельной. Мы считаем, что обеспечение здоровья, богатства и мудрости помогает делать работу, пока требуется лишь унция профилактики.
Copyright © Paul New 2011. Все права защищены.
Жесткая правда о притирке клапанов мотоциклов — что это такое и что не предназначено для
Итак, вот мое большое предварительное предупреждение о притирке клапана мотоцикла — настоящая работа клапана, включая обрезку седел клапанов и т. Д., Есть и должна всегда быть работой профессионального мотоциклетного магазина.
Почему? Поскольку обрезка седла клапана — очень точная процедура, требующая специального оборудования. Хорошая работа клапана — это искусство / наука, которое может длиться очень долго.
Тем не менее, работа клапана также не должна быть ужасно дорогой, если вы сами вносите головки (большая часть работы на самом деле — разборка двигателя). Я видел, как магазины берут всего 15 долларов за место.
Неплохо, учитывая важность правильно установленных клапанов для сжатия и предотвращения ужасного синего дыма.
Тогда вы можете спросить, в чем смысл этого сообщения в блоге? Объяснить назначение и место для притирки клапана мотоцикла.
Проблема, которую я заметил, заключается в том, что многие механики-самоделки считают, что притирка клапана мотоцикла может решить проблему с посадкой клапана, когда в действительности ничто не заменяет правильную работу клапана. Тем не менее, притирка клапана важна в подходящее время и в нужном месте, поэтому она заслуживает отдельного обсуждения.
Например, если ваши клапаны и седла клапанов обнаруживают точечную коррозию и износ, то пора выполнить ремонт клапана. Притирка не является и никогда не должна быть агрессивной или основанной на использовании электроинструмента.Есть причина, по которой они делают эти дурацкие деревянные палки из присоски.
Правильная притирка выполняется вращением инструмента между руками (движение в обоих направлениях и частое поднятие), как будто кто-то пытается зажечь огонь двумя палками.
Не надо, и я повторяю, НЕ вставляйте клапан в дрель и пытайтесь притирка таким образом. Это слишком большая сила, и вы все равно получите работу клапана.
Следует иметь в виду, что когда вы вставляете клапан в его седло и начинаете притирку, притирочная паста будет вытолкнута с боков и останется только в середине седла — перекрытие в этих условиях создаст вогнутую форму. к седлу клапана, если делать это слишком агрессивно.Более легкое прикосновение лучше.
Чтобы упростить задачу, резка и шлифовка клапана являются частью процесса, выполняемого для обеспечения герметичной посадки клапана и седла клапана. Притирка клапана — последний этап процесса (своего рода глазурь на торте), чтобы убедиться, что все идеально сочетается.
Честно говоря, иногда притирка клапана даже не требуется, если работа клапана была сделана правильно. Я склоняюсь к тому, чтобы не доводить до конца после хорошей работы клапана (в мастерской может быть сделана небольшая притирка как часть процесса для вас) и делать притирку клапана мотоцикла своими руками, когда я пытаюсь исправить только мельчайшие проблемы.
Например, если я заменяю один клапан из-за проблемы, я могу втиснуть новый клапан в старое седло при условии, что старое седло клапана все еще в хорошем состоянии. По сути, притирка клапана может использоваться для соединения двух частей (в хорошем состоянии!), Которые в прошлом не были соединены друг с другом.
Его также можно использовать для очистки минимального объема клапана и седла клапана. Опять же, если вы видите сильные язвы или рубцы, то притирки клапана будет недостаточно.
Не забудьте после этого всегда проверять уплотнение клапана, залив бензин в камеру сгорания с установленными клапанами и пружинами клапанов.Оставьте на ночь и посмотрите, не возникнет ли утечка. Не должно быть.
Последний совет по притирке клапанов мотоциклов. По окончании притирки убедитесь, что ОЧЕНЬ тщательно вытерли и очистили всю притирочную пасту. Этот материал очень абразивный и может повредить двигатель, если попадет внутрь.
Если вам понравился этот пост в блоге, поставьте лайк или поделитесь на Facebook, твитните в Twitter или поставьте лайк в Instagram.
Не нашли то, что вам нужно в этом посте? Ознакомьтесь с базой данных по ремонту мотоциклов HappyWrench.Это универсальный магазин, в котором можно найти всю информацию о ремонте мотоциклов своими руками.
сообщить об этом объявленииIntegrated Publishing — Ваш источник военных спецификаций и образовательных публикаций
Integrated Publishing — Ваш источник военных спецификаций и образовательных публикаций
Администрация — Навыки, процедуры, обязанности военнослужащих и т. Д.
Продвижение — Военное продвижение по службе книги и др.
Аэрограф / Метеорология
— Метеорология
основы, физика атмосферы, атмосферные явления и др.
Руководство по аэрографии и метеорологии ВМФ
Автомобили / Механика — Руководства по обслуживанию автомобилей, механика дизельных и бензиновых двигателей, руководства по автомобильным запчастям, руководства по запчастям дизельных двигателей, руководства по запчастям для бензиновых двигателей и т. Д.
Автомобильные аксессуары |
Перевозчик, Персонал |
Дизельные генераторы |
Механика двигателя |
Фильтры |
Пожарные машины и оборудование |
Топливные насосы и хранилище |
Газотурбинные генераторы |
Генераторы |
Обогреватели |
HMMWV (Хаммер / Хаммер) |
и т.п…
Авиация — Принципы полета,
авиастроение, авиационная техника, авиационные силовые установки, руководства по авиационным деталям, руководства по деталям самолетов и т. д.
Руководства по авиации ВМФ |
Авиационные аксессуары |
Общее техническое обслуживание авиации |
Руководства по эксплуатации вертолетов AH-Apache |
Руководства по эксплуатации вертолетов серии CH |
Руководства по эксплуатации вертолетов Chinook |
и т.д …
Боевой — Служебная винтовка, пистолет
меткая стрельба, боевые маневры, органическое вспомогательное оружие и т. д.
Химико-биологические, маски и оборудование |
Одежда и индивидуальное снаряжение |
Инженерная машина |
и т.д …
Строительство — Техническое администрирование,
планирование, оценка, календарное планирование, планирование проекта, бетон, кладка, тяжелые
строительство и др.
Руководства по строительству военно-морского флота |
Агрегат |
Асфальт |
Битуминозный распределитель кузова |
Мосты |
Ведро, раскладушка |
Бульдозеры |
Компрессоры |
Обработчик контейнеров |
Дробилка |
Самосвалы |
Земляные двигатели |
Экскаваторы | и т.п…
Дайвинг — Руководства по дайвингу и утилизации разного оборудования.
Чертежник — Основы, приемы, составление проекций, эскизов и др.
Электроника — Руководства по обслуживанию электроники для базового ремонта и основ. Руководства по компьютерным компонентам, руководства по электронным компонентам, руководства по электрическим компонентам и т. Д.
Кондиционер |
Усилители |
Антенны и мачты |
Аудио |
Аккумуляторы |
Компьютерное оборудование |
Электротехника (NEETS) (самая популярная) |
Техник по электронике |
Электрооборудование |
Электронное общее испытательное оборудование |
Электронные счетчики |
и т.п…
Инженерное дело — Основы и приемы черчения, черчение проекций и эскизов, деревянное и легкое каркасное строительство и т. Д.
Военно-морское дело |
Программа исследования прибрежных заливных отверстий в армии |
так далее…
Еда и кулинария — Руководства по рецептам и оборудованию для приготовления пищи.
Логистика — Логистические данные для миллионов различных деталей.
Математика — Арифметика, элементарная алгебра, предварительное исчисление, введение в вероятность и т. д.
Книги медицинские — Анатомия, физиология, пациент
уход, медицинское оборудование, аптека, токсикология и др.
Медицинские руководства ВМФ |
Агентство регистрации токсичных веществ и заболеваний
MIL-SPEC — Государственные стандарты MIL и другие сопутствующие материалы
Музыка — мажор и минор масштабные действия, диатонические и недиатонические мелодии, ритм биения, пр.
Ядерные основы — Теории ядерной энергии,
химия, физика и др.
Справочники DOE
Фотография и журналистика
— Теория света,
оптические принципы, светочувствительные материалы, фотографические фильтры, копия
редактирование, написание статей и т. д.
Руководства по фотографии и журналистике военно-морского флота |
Армейская фотография Полиграфия и пособия по журналистике
Религия — Основные религии мира, функции поддержки поклонения, венчания в часовне и т. д.
Как установить клапаны в 4-тактный байк-грязевик
Четырехтактные внедорожные велосипеды развивались на протяжении многих лет и пользуются огромной популярностью среди гонщиков и гонщиков.Несмотря на то, что они обладают большой мощностью и на них легко ездить, техническое обслуживание клапанного механизма — это ответственность, которая ложится на них вместе с ними. Здесь мы рассмотрим правильные методы замены клапанов и пружин клапанов.
Четырехтактные двигатели десятилетиями служат сообществу Powersports в самых разных областях, от уличных мотоциклов, внедорожников, квадроциклов и UTV и многих других. Со временем двигательные технологии развивались по многим направлениям, что в конечном итоге привело к еще более высоким характеристикам двигателя.Практика технического обслуживания также претерпела изменения, и в этой статье мы сосредоточимся на современной установке клапана.
Клапаны играют критическую роль, и, следовательно, по мере развития клапанной техники предел погрешности со стороны установщика продолжает уменьшаться. Для обеспечения долгосрочного успеха при установке новых клапанов необходимо тщательно продумать и выполнить ряд шагов. Мы будем работать от этапа перед установкой до проверок после установки.Эта статья, в конечном итоге, даст вам контрольный список, чтобы в следующий раз, когда вам нужно будет установить клапаны в двигатель, вы будете хорошо оснащены.
Ознакомьтесь со всеми нашими руководствами по ремонту 4-тактных верхних частей здесь!
Создание 4-тактной головки может показаться сложной задачей, но понимание того, как делать каждый шаг, может значительно снизить страх.Перед установкой
Работа, проделанная перед установкой новых клапанов, определяет, как долго прослужит отремонтированная верхняя часть.Здесь необходимо учитывать два наиболее важных компонента: направляющие клапана и седла клапана. Из-за того, как каждая из этих частей взаимодействует с клапаном, их состояние и решения, принимаемые вокруг них, будут определять, как долго живут новые клапаны.
Направляющие клапанаСудя по названию, роль направляющей клапана не должна вызывать удивления. Функция направляющей клапана заключается в обеспечении правильного управления положением клапана при возвратно-поступательном движении вверх и вниз.Обеспечение того, чтобы поверхность клапана неоднократно контактировала с седлом в одном и том же месте, важно для работы двигателя, а также для обеспечения долговечности седла и клапана.
Направляющие клапана — это каналы, через которые работают клапаны, позволяя штоку клапана выходить из камеры сгорания через клапан без потери давления благодаря уплотнениям клапана.Из-за сил, присутствующих в большинстве конструкций клапанного механизма, по мере износа двигателя направляющие клапана изнашиваются и приобретают отчетливую форму.Эту форму можно визуально представить, представив песочные часы. При измерении сверху вниз изношенные направляющие клапана обычно имеют немного больший диаметр сверху и снизу, чем в середине. Когда направляющая клапана принимает форму песочных часов, вероятность того, что поверхность клапана будет соприкасаться с гораздо более широкой областью седла клапана, значительно возрастет, что увеличит скорость износа седла и поверхности клапана.
В вашем руководстве по обслуживанию OEM будут указаны пределы обслуживания для отверстия направляющей клапана.Измерения могут быть выполнены двумя разными способами, обычно с помощью небольших щупов и микрометров или циферблатных индикаторов. Методы, специфичные для вашего двигателя, обычно описаны в руководстве по обслуживанию. Крайне важно, чтобы направляющие клапана были измерены и аттестованы перед установкой новых клапанов.
Седла клапанаСедла клапана служат стыковочным узлом для соответствующих поверхностей клапанов. Эта граница раздела вместе с поршневыми кольцами в конечном итоге герметизирует камеру сгорания во время такта сжатия.В результате целостность уплотнения между поверхностью клапана и седлом клапана является одним из основных факторов, влияющих на производительность двигателя.
Седла клапана представляют собой кольца с фаской вокруг отверстий в камере сгорания. Они должны быть однородными и гладкими для правильного уплотнения клапанов. Перед установкой новых клапанов в этой бывшей в употреблении головке седла клапанов будут повторно подогнаны в авторитетном магазине.Во время работы двигателя седло клапана и поверхность клапана изнашиваются вместе. Обычно площадь контакта между клапаном и седлом увеличивается пропорционально времени работы двигателя, и седло клапана может принимать овальную форму.Обе характеристики износа отрицательно сказываются на характеристиках двигателя и его долговечности.
Поскольку лицевая поверхность клапана и седло клапана изнашиваются вместе, почти всегда лучше повторно подрезать седла клапана перед установкой новых клапанов. Это гарантирует, что седло клапана и поверхность клапана будут правильно совмещены и будут правильно изнашиваться. Установка нового клапана на изношенное седло часто приводит к ускоренному износу новой поверхности клапана.
Надежной мастерской, специализирующейся на работе с головками цилиндров, следует доверить повторную нарезку седел клапанов и, при необходимости, направляющих клапанов.Из-за высокого уровня точности, необходимого для обеспечения концентрических седел и направляющих клапанов, следует использовать цех, оборудованный специализированными станками для резки седел, а не ручными резаками седел.
Клапаны и пружиныТип устанавливаемого клапана будет иметь некоторое значение для последующей работы и рассмотрения. Наибольшего внимания заслуживает сценарий, при котором титановые клапаны заменяются стальными. Это обычная замена, которая дает небольшую производительность ради увеличения срока службы клапана.При этом необходимо учитывать пружины клапана.
Некоторые производители оригинального оборудования поставляют велосипеды с титановыми клапанами с завода. Обычно эти клапаны превращают в стальные для увеличения срока службы, но не забывайте, что пружины также должны быть заменены соответствующим образом.Щелкните здесь, чтобы ознакомиться с предложениями клапана и пружины ProX.
Поскольку стальные сплавы весят больше, чем титановые сплавы, стальные клапаны будут тяжелее, чем их оригинальные аналоги.Клапанные механизмы — это точно настроенные системы, и дополнительная масса стальных клапанов обычно требует других клапанных пружин для компенсации.
К счастью для производителей двигателей, такие бренды, как ProX, предлагают ряд компонентов клапанного механизма, которые соответствуют или превосходят качество OEM, включая клапаны, пружины, уплотнения штока клапана и прокладки, и это лишь некоторые из них. Предлагаются как клапаны прямой замены OEM, так и модификации клапана, которые заменяют титановые клапаны OEM на стальные.
ProX предлагает как титановые, так и стальные качественные клапаны и комплекты пружин OEM по доступной для кошелька цене. Держатели, фиксаторы, седла и уплотненияНеобходимо проверить состояние седел и фиксаторов пружин клапана. Нередко повторное использование этих компонентов. Однако важно убедиться, что они не надеты. Проверьте седла и фиксаторы на предмет износа, который обычно возникает в результате контакта с пружиной клапана. Если наблюдается сильный износ или вмятины, эти детали следует заменить. Точно так же считается лучшей практикой замена держателей и уплотнений штока клапана в рамках капитального ремонта клапана.
Обязательно проверьте фиксаторы на предмет повреждений и износа перед повторным использованием. Обычной практикой является использование новых держателей и уплотнений клапана. Уплотнения штока клапана OEM качества также доступны в ProX.После того, как все необходимое новое оборудование будет под рукой, а задачи по обслуживанию выполнены, можно приступить к окончательной проверке компонентов. Основное внимание здесь должно быть уделено подтверждению того, что свободная длина пружины нового клапана находится в пределах спецификации, а контакт между поверхностью клапана и седлом клапана находится в пределах спецификации.
Свободная длина пружины клапана — это просто измерение длины пружины клапана в несжатом состоянии. Для определения приемлемых критериев свободной длины необходимо обратиться к руководству по обслуживанию или документации, прилагаемой к комплекту пружин клапана.
Перед установкой измерьте длину свободной пружины клапана и сравните ее с рекомендациями в руководстве по эксплуатации, чтобы убедиться, что ваши клапаны будут работать и герметично закрыты.Следует проверить поверхность контакта клапана с седлом и ширину контакта, чтобы убедиться, что клапан и седло плотно прилегают.Для этого инструмент для притирки клапана используется в сочетании с перекачивающей жидкостью, как правило, маркером Sharpie или машинным красителем.
Для проверки контакта клапана с седлом можно использовать перманентный маркер для окраски седла клапана.Седло клапана покрывается маркером или машинной краской, затем вставляется клапан. Инструмент для притирки клапана используется для легкого давления на поверхность и седло клапана. Затем клапан осторожно вращается вперед и назад в течение нескольких секунд. После осторожного снятия клапана маркер или краситель, покрывающий седло клапана, должны были перейти на поверхность клапана.Полученный контактный рисунок и ширина контакта могут быть использованы для оценки качества уплотняемой поверхности раздела. Поверхность клапана должна показывать, что она полностью контактирует по всей своей окружности с седлом клапана. Ширина контакта должна быть тщательно измерена штангенциркулем, а полученная ширина должна быть проверена на соответствие техническим характеристикам, указанным в руководстве по эксплуатации.
Если проблема связана либо с непрерывностью контакта, либо с шириной контакта, весьма вероятно, что седла клапана не были обрезаны должным образом или производитель пытается установить новые клапаны в изношенные седла.Поскольку почти все современные клапаны имеют ту или иную форму тонкого покрытия или процесса отверждения на их внешних поверхностях, притирка клапанов с использованием притирочной пасты никогда не должна рассматриваться из-за риска истирания покрытого или затвердевшего слоя.
При полном уплотнении на клапане будет сплошная красная линия, а при неполном уплотнении — участки красного цвета с пятнами или его полное отсутствие.Установка
После того, как было определено, что новые клапаны и компоненты позволят обеспечить хорошую герметичность камеры сгорания, процесс установки становится довольно простым.Рекомендуется подготовить все компоненты к установке путем объединения и разделения новых компонентов в зависимости от их расположения. Это невероятно важно, поскольку впускные и выпускные клапаны могут различаться по диаметру и массе, что приводит к использованию разных пружин, уплотнений, седел, фиксаторов и держателей.
Убедитесь, что компоненты вашего клапана повторно собраны с использованием масла или сборочной смазки, где это необходимо.Сначала седла пружины клапана должны быть покрыты небольшим количеством моторного масла или сборочной смазки и установлены.Далее следует установить новые уплотнения штока клапана. Поскольку диаметры впускного и выпускного клапана могут отличаться, убедитесь, что в правильном месте установлены правильные уплотнения. Затем нанесите пару капель масла чуть ниже выемки на штоке клапана. Установите клапаны, осторожно проворачивая их мимо соответствующих уплотнений. Слегка смажьте пружины клапана и фиксаторы моторным маслом или сборочной смазкой в местах их контакта. Постарайтесь не допускать попадания масла в область держателя, в которой находятся держатели.Разместите держатели внутри держателей, затем установите пружины и держатели в соответствующие места на головке блока цилиндров.
Осторожно используйте компрессор пружины клапана, чтобы сжать пружины клапана, чтобы держатели могли встать на место. Чтобы упростить позиционирование упрямых хранителей, можно использовать кирку, чтобы помочь им занять нужное положение. После того, как держатели будут расположены в своих выемках в штоке клапана, компрессор пружины клапана может быть удален, а остальные клапанные узлы могут быть сжаты и завершены.После того, как все пружины клапана будут сжаты, следует использовать латунный пробойник и молоток, чтобы несколько раз постучать по верхней части штока каждого клапана. Нажатие на верхнюю часть клапана является критическим шагом и поможет обеспечить правильную посадку всех держателей перед запуском.
При повторной установке держателей используйте компрессор пружины клапана, чтобы вы могли поставить их на место и найти правильное положение в канавке штока клапана. Кирка часто используется для помощи в размещении хранителей.Проверка после установки
На этом этапе можно собрать остальную часть головки блока цилиндров и двигателя.Крайне важно проверить зазоры клапанов и при необходимости установить регулировочную шайбу. Каждый раз при установке новых клапанов очень высока вероятность того, что потребуются другие прокладки.
Наконец, при повторной сборке очень важно убедиться, что синхронизация кулачка установлена в соответствии с процедурой, описанной в руководстве по обслуживанию. Несвоевременные двигатели могут привести к катастрофическим отказам. Двойная или тройная проверка правильности установки времени — дешевая страховка. Кроме того, вращение двигателя вручную на несколько оборотов также является хорошей практикой и помогает избежать ошибок при повторной сборке.
Чтобы проверить целостность уплотнения между поверхностью клапана и седлом клапана, перед запуском можно выполнить испытание на утечку. Испытание на утечку предоставит количественные средства для оценки источника утечки в цилиндре и ее серьезности.
Техническая поддержка / FAQ
1. Могу ли я повторно заточить или притирать закрытый конец толкателя KPMI® и восстановить / повторно использовать его?
KPMI® не рекомендует ремонтировать (шлифовать контактную поверхность кулачка) толкателей для повторного использования.Толкатели KPMI® проходят запатентованный процесс термообработки, и при восстановлении можно удалить закаленную поверхность толкателя. Если поверхность, с которой соприкасается кулачок, не имеет видимых следов износа и царапин, толкатель можно повторно использовать с тем же распредвалом, с которым он работал.
2. Когда нужно менять толкатели?
KPMI® рекомендует заменять толкатели при установке нового распредвала или при обнаружении следов износа контактной поверхности.При замене толкателей KPMI® рекомендует использовать смазку для кулачкового тормоза.
3. Можно ли заточить регулировочную прокладку клапана KPMI®, чтобы она была тоньше?
Прокладки клапана KPMI® можно шлифовать, если они находятся параллельно и перпендикулярно внешнему диаметру. Допустимыми вариантами являются «профессиональная» притирка регулировочной шайбы или шлифовальные шайбы Бланшара. Кроме того, устройство / приспособление, которое было разработано для установки прокладки для создания параллельных поверхностей, перпендикулярных наружному диаметру, путем шлифования стыка на фаске клапана или аналогичном оборудовании.
4. Мой фиксатор ударяется о крышу толкателя; Могу ли я изменить фиксатор для обеспечения зазора?
Часто этот тип помех возникает, когда клапаны погружены в головку, а концы клапанов «чрезмерно» отшлифованы (укорочены) и используются тонкие прокладки для достижения рекомендованного зазора. В этом состоянии KPMI® рекомендует либо заменять седла клапана, либо использовать специальные клапаны, рассчитанные на скорректированную общую длину и заводское расположение канавки.KPMI® не рекомендует изменять ретейнер для этого типа состояния.
5. Мой фиксатор задевает уплотнение клапана-направляющей; можно отшлифовать нижнюю часть фиксатора?
KPMI® производит как стандартные, так и индивидуальные направляющие, которые обеспечивают больший зазор для таких условий. KPMI® также рекомендует продвигать уже установленные направляющие глубже в головку, когда стопорное кольцо или направляющий буртик отсутствуют. Обязательно проверьте все зазоры при перемещении направляющей приклада в порт.Имейте в виду, что при изменении положения направляющей потребуется работа клапана. KPMI® не рекомендует изменять фиксатор для этого состояния.
6. Когда я устанавливаю направляющие клапана, насколько я должен допускать натяг между внешним диаметром направляющей и направляющим отверстием клапана в головке блока цилиндров
?
KPMI® рекомендует, чтобы все направляющие отверстия клапана перед установкой направляющей были без заеданий и были круглыми и параллельными. Для выполнения этих определений требуются профессиональные контрольные устройства.Кроме того, хонингование, расширение и / или растачивание направляющего отверстия клапана может потребоваться, когда направляющее отверстие клапана должно соответствовать этому критерию. Следующие рекомендации относятся к любой комбинации бронзовых или литых направляющих и алюминиевых или чугунных головок.
• от .0015 «до .0025» — Впуск и выпуск
• KPMI® не согласен с тем, что уплотнительное кольцо может обеспечить необходимую посадку, необходимую для создания оптимальной теплопередачи и / или посадки.
Всегда консультируйтесь с квалифицированными специалистами, способными проверить и отремонтировать ваш двигатель.
7. Я установил направляющие клапана KPMI® и хочу знать, какой зазор внутреннего диаметра я должен обеспечить?
При установке в алюминиевую или чугунную головку блока цилиндров, любое сочетание следующего: клапаны Black Diamond®, White Diamond® или Tensilite®, чугунные или бронзовые направляющие, KPMI® рекомендует следующие зазоры внутреннего диаметра:
Рекомендуемый зазор между штоком клапана и направляющей алюминиевой головкой блока цилиндров следующий:
• Впуск:.0008 «до .0012»
• Выпускной клапан: от .0012 «до .0015»
Рекомендуемый зазор между штоком клапана и направляющей в чугунной головке блока цилиндров составляет: • Выхлоп: от 0,0015 «до .0020»
Примечание:
• KPMI® не рекомендует использовать зазоры для работы с азотом или продувкой. Вышеуказанные рекомендации предлагаются в
в сочетании с использованием тонкой пленки монтажной смазки пастообразного типа на основе молли, нанесенной на шток клапана перед установкой клапана
.
8. Как определить внутренний диаметр чугунных или бронзовых направляющих KPMI®?
KPMI® рекомендует довести внутренний диаметр направляющих перед установкой до скользящей посадки по диаметру штока клапана, используя клапан в качестве манометра или седло и направляющую машину в качестве манометра. Направляющие из чугуна легко расширяются, и KPMI® рекомендует хонинговать их для достижения чистоты поверхности RMS-32 или выше. Развертывание бронзовых направляющих может быть затруднено, если они не будут хорошо закреплены и точно выровнены, и предпочтительно с использованием охлаждающей жидкости.KPMI® рекомендует жесткие или алмазные шлифовальные головки для идеальных результатов при хонинговании чугунных или бронзовых направляющих.
9. Какой тип уплотнения штока клапана лучше всего использовать?
KPMI® предлагает только высококачественные долговечные уплотнения штока клапана. KPMI® считает, что Teflon® и Viton® — два лучших материала, доступных для уплотнений штока клапана. KPMI® разработала собственную линейку уплотнений Red-Viton®, а также предлагает черные уплотнения Viton® и тефлон. Единственное различие между красным и черным Viton® — это физические размеры внешнего уплотнения.
10. Стоит ли мне сталкиваться с моими новыми клапанами KPMI® (Black Diamond ™, White Diamond® или Tensilite®)?
KPMI® разработал все, кроме конкретных приложений, с которыми нужно работать и / или обслуживать.
KPMI® стремится к качеству и долговечности, когда речь идет о разработке любого клапана. Следовательно, для всех видов титана и особых применений Black Diamond (которые поставляются KPMI® с покрытыми поверхностями) KPMI® рекомендует не обращать внимание на эти клапаны. Специальные покрытия на лицевой стороне этих клапанов увеличивают долговечность лицевой поверхности клапана.
11. Могу ли я наклонить конец клапана KPMI®, чтобы получить заводские размеры выступа штока?
Наклон клапана для достижения заводского выступа штока может вызвать нежелательный эффект. KPMI® рекомендует обученному и опытному специалисту определить количество материала, которое можно или нужно удалить.
12. Могу ли я наклонить конец клапана KPMI®, чтобы добиться правильной геометрии клапана?
В применениях типа коромысла KPMI® допускает наклон клапанов не более чем на следующие значения:
• 0.От 020 «до 0,030» — максимум
• Каждый раз при опрокидывании клапана в таком состоянии убедитесь, что коромысло (и) не задевает фиксатор.
13. Я хочу перейти с титановых клапанов на клапаны из нержавеющей стали … что мне делать?
KPMI® создает систему (ы) клапанного механизма на основе системного подхода. KPMI® оценивает профиль (ы) кулачка и заданные гармоники при проектировании пружинных усилий, термообработки и материалов для конкретного применения. Вес каждого компонента в данной системе так же важен, как динамика кулачка и обороты двигателя.KPMI® рекомендует использовать комплексный системный подход при переходе с клапанов из титана на клапаны из нержавеющей стали.
14. Когда нужно использовать защитные колпачки на клапане?
Колпачки для ресниц используются для ряда условий. Защелкивающиеся колпачки можно использовать для корректировки геометрии клапанного механизма. Их можно использовать для увеличения площади очистки для агрессивных профилей кулачков. Их также можно использовать на титановых клапанах, которые соединены с коромыслом. Колпачки также используются в некоторых приложениях для регулировки клапанов.При использовании накладок для ресниц всегда следите за тем, чтобы между держателями и колпачком оставался достаточный зазор. KPMI® рекомендует минимум 0,030 дюйма для этого типа условий, если только колпачок не предназначен для соединения с держателями.
15. Я хочу заменить только компоненты впускного клапана, будет ли мой выхлоп в порядке?
KPMI® не рекомендует частичную переоборудование гоночных мотоциклов и / или двигателей, которые достигли пределов обслуживания, объявленных заводом-изготовителем. В случае, если ваш двигатель достиг заводских пределов обслуживания или превысил их, KPMI® рекомендует установить новый полный комплект пружины клапана и все новые клапаны.Однако на двигателях с малым количеством часов работы с явным углублением на впускной поверхности и компонентами выпуска, соответствующими заводским спецификациям, при выполнении необходимого обслуживания следует учитывать систему KPMI® только на впуске. Всегда консультируйтесь с квалифицированными специалистами, способными проверить и отремонтировать вашу машину.
16. Могу ли я модифицировать базовую мойку KPMI®?
KPMI® не рекомендует вносить какие-либо изменения, влияющие на контактные поверхности пружины клапана. Допускаются модификации, не влияющие на площадь контакта пружины клапана.Однако каждая моечная машина KPMI® рассчитана на минимальную площадь поперечного сечения, и любые изменения могут отрицательно сказаться на прочности базовой моечной машины. KPMI® рекомендует производить модификации базовой машины только опытным двигателестроителям.
17. Какое количество помех необходимо использовать при установке седел клапанов KPMI® Bronze, Powder Metal или High Chrome?
KPMI® рекомендует, чтобы после снятия седел обработать зенковку в головке для получения круглой точной и хорошо обработанной зенковки.KPMI® предлагает следующие посадки с натягом при установке седла клапана:
• Бронзовое седло KPMI®, установленное в алюминиевый цилиндр. Напор Мин. 0,006 «Макс. 0,008»
• Седло KPMI® из бронзы, установленное в чугунный цилиндр. Напор: Мин. 0,005 дюйма Макс. 0,007 дюйма
• Седло KPMI® из порошкового металла или высокохромистого металла установлено в алюминиевый цилиндр. Напор: Мин. 0,006 «Макс. 0,008»
• Седло KPMI® из порошкового металла или высокохромистого металла, установленное в чугунный цилиндр.Напор: Мин. 0,005 «Макс. 0,007»
• KPMI® рекомендует нагревать головку как минимум до 350 ° и использовать никелевую основу, никогда не заедать при установке сиденья (сидений) с помощью
с помощью профессиональных водителей и пилотов. KPMI® также рекомендует использовать жидкий азот, когда объемы производства
могут компенсировать затраты.
18. Какой материал седла клапана лучше всего использовать с титановыми клапанами?
KPMI® рекомендует наши седла из никель-алюминиевой бронзы для максимальной производительности с титановыми клапанами.Уникальная смесь сплавов; 80% меди, 5% никеля и 10% алюминия придают этим седлам превосходные термические характеристики, устойчивость к износу (ударам и химическим воздействиям) и подходящий коэффициент расширения для использования в алюминиевых головках. В течение двух лет KPMI® тестировал и фиксировал результаты с титановыми клапанами. В каждом из наших испытаний обрабатываемость, теплопроводность и износостойкость этого никель-алюминиевого бронзового материала превосходили высокие стандарты, которые мы установили для успеха.
19. Как найти седла клапана по применению?
Для обеспечения оптимальной посадки, устойчивости и теплопередачи KPMI® рекомендует после снятия седел обработать расточенное отверстие в головке, чтобы оно было круглым, точным по размеру и хорошо обработанным.Мы не можем знать в каждом случае конечный размер до завершения процесса обработки. Поэтому мы составляем список мест не по заявкам, а по размеру. Если требуется неуказанный размер сиденья, свяжитесь напрямую с KPMI®.
20. Седло какого размера мне следует использовать с клапанами увеличенного размера?
Для обеспечения безопасной площади поперечного сечения KPMI® рекомендует использовать седло с внешним диаметром 2,0 мм (0,080 дюйма) больше, чем диаметр головки клапана.
21. Совместимы ли клапаны KPMI® из нержавеющей стали со складом седла клапана в голове?
Да, если седло железное.
22. Почему некоторые из ваших клапанов увеличенного размера короче стандартных?
В сборках с высокими рабочими характеристиками обычно используется более длительный кулачок с большим перекрытием в сочетании с клапанами увеличенного размера. Эта комбинация уменьшает зазор между клапаном и клапаном и между клапаном и поршнем при перекрытии. Более короткий клапан позволяет изготовителю «утопить» клапаны для восстановления зазора, не создавая чрезмерного выступа штока клапана, плохой геометрии коромысла и других проблем, связанных с чрезмерным выступом штока клапана.
23. Почему мои новые клапаны не подходят к моим новым направляющим?
При установке направляющих в головку блока цилиндров они деформируются из-за посадки с натягом. Все направляющие KPMI® разработаны с меньшим внутренним диаметром, чтобы позволить строителю выровнять внутренний диаметр и установить требуемый клапан для направляющего зазора.
24. Должен ли я измерять установленную высоту, указанную в инструкциях к комплекту пружин?
Да. Установленная высота и давление пружины имеют решающее значение для правильной работы системы клапанного механизма.Только подтвердив технические характеристики, вы можете быть уверены в правильности установки. Неправильная установка может привести к катастрофическому отказу. Если вы не уверены, что достигли правильной установленной высоты, вам следует обратиться к квалифицированному специалисту.
25. Как установить постепенно заводные пружины?
KPMI® разрабатывает определенные пружины с прогрессивным ветром (близкорасположенные витки на одном конце) для достижения переменной жесткости пружины. Это снижает вероятность возбуждения пружины гармониками различных распределительных валов, уменьшая вероятность выброса пружины.Если у ваших пружин есть такая особенность, необходимо установить близкорасположенные витки вниз на шайбу основания, чтобы уменьшить возвратно-поступательную массу.