Как делать притирку клапанов правильно и что для этого нужно
Притирка клапанов своими руками — несложная процедура при условии, что автовладелец до этого имел опыт выполнения ремонтных работ. Для проведения притирки седел клапанов понадобится ряд инструментов и материалов, среди которых притирочная паста, устройство для демонтажа клапанов, дрель (шуруповерт), керосин, пружина, по диаметру проходящая в отверстие седла клапана. По времени притирка клапанов двигателя — процедура достаточно затратная, поскольку для ее выполнения необходимо произвести демонтаж головки блока цилиндров.
Содержание
Что такое притирка и для чего она нужна
Притирка клапанов — это процесс, обеспечивающий идеальное прилегание впускного и выпускного клапана в цилиндрах двигателя на их посадочных местах (седлах). Обычно притирка выполняется при замене клапанов на новые, или же после выполнения капитального ремонта двигателя. В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания).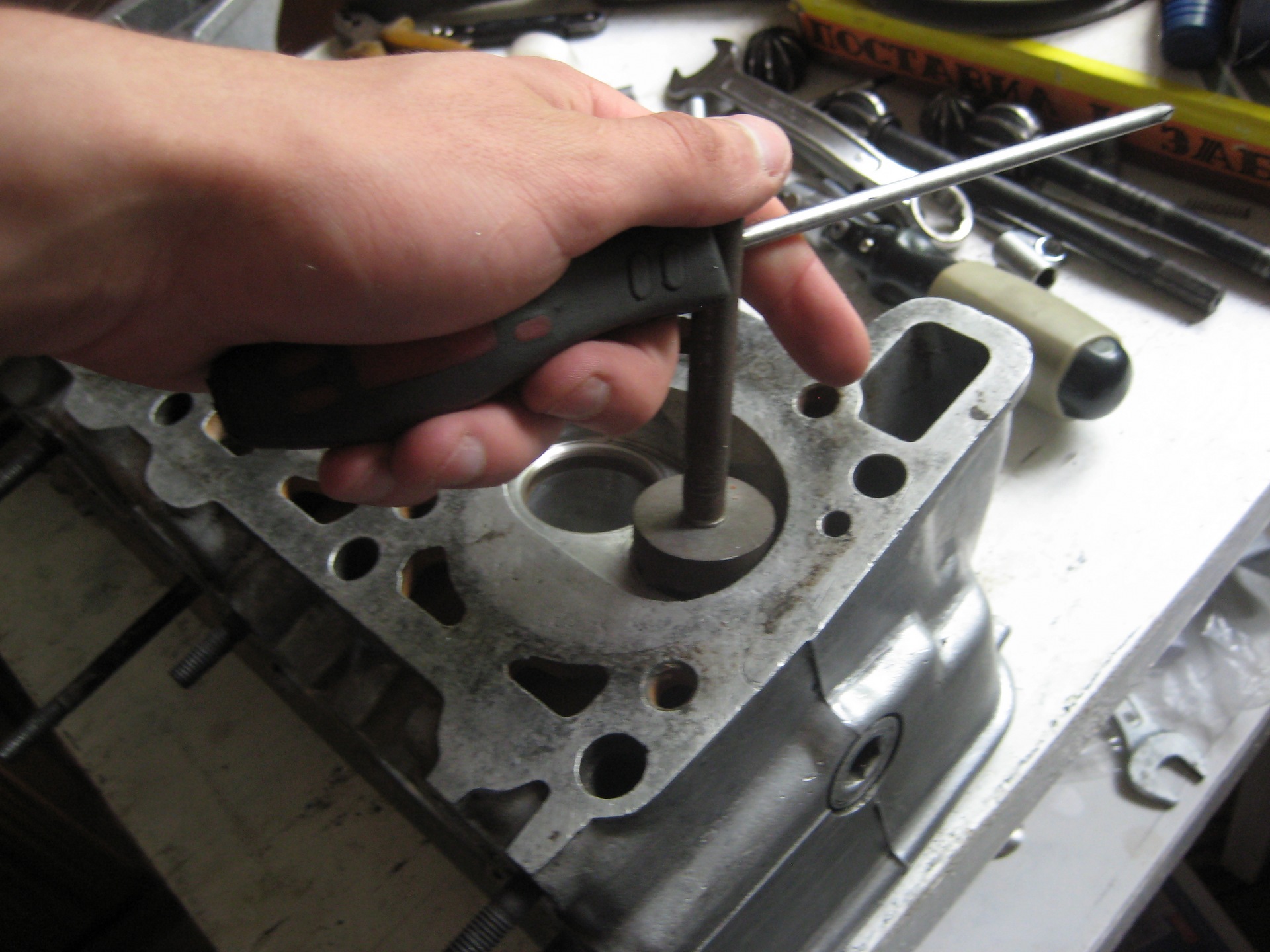 Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Другими словами, если не притереть новые клапана, то часть энергии сгоревших газов, будет безвозвратно потеряна вместо того, чтобы обеспечить должную мощность двигателю. При этом наверняка увеличится расход топлива, а мощность мотора однозначно уменьшится. Некоторые современные автомобили оборудованы системой автоматического контроля за формой клапанов. Она попросту стачивает клапан, поэтому необходимость в ручной притирке отпадает.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место.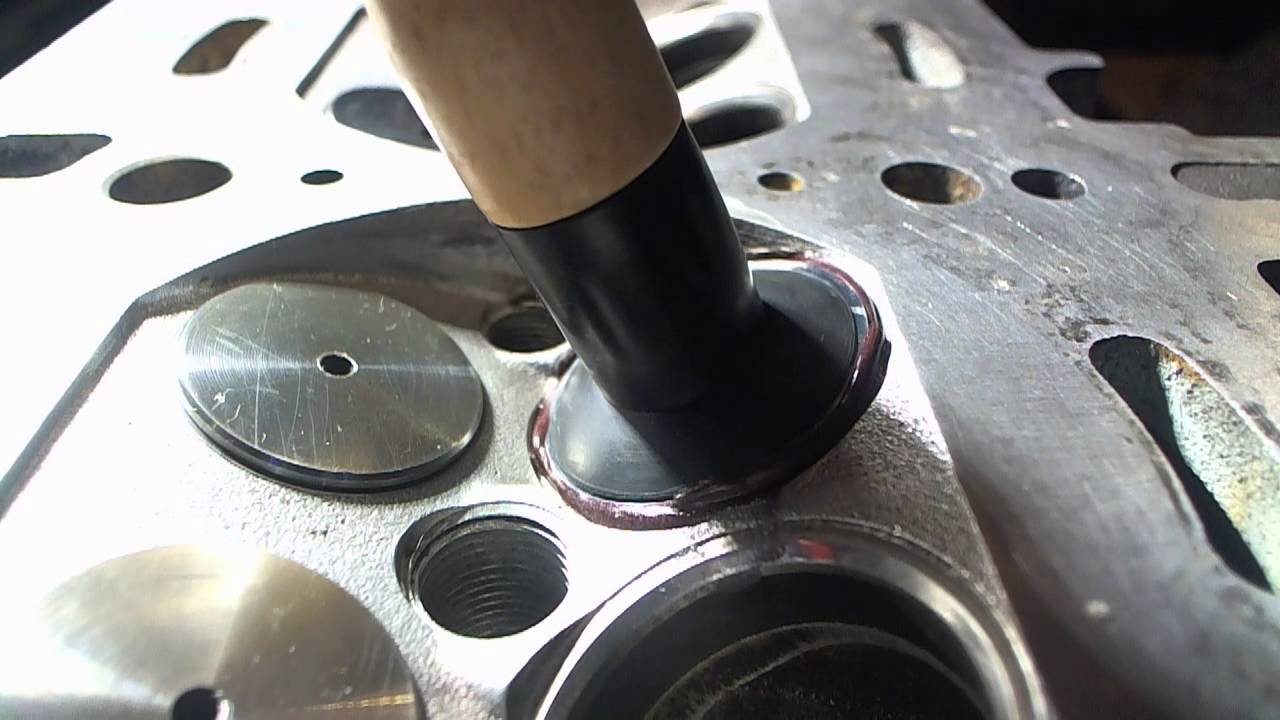 Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам.
 В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки. - Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
 В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
 Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.

В настоящее время подобное приспособление заводского изготовления можно найти во многих интернет-магазинах. Однако проблема заключается в том, что цена на них явно завышена. Но если автовладелец не хочет выполнять процедуру изготовления самостоятельно — можно вполне купить приспособление для притирки клапанов.
Методы притирки клапанов
Способов притирки клапанов на самом деле существует два — ручной и механизированный. Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
Вне зависимости от выбранного метода притирки в первую очередь необходимо выполнить демонтаж клапанов из головки блока цилиндров (она должна быть также предварительно демонтирована). Чтобы извлечь клапана из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов. Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Ручной метод притирки
Чтобы выполнить притирку клапанов двигателя автомобиля, необходимо следовать приведенному ниже алгоритму:
- После демонтажа клапана необходимо хорошенько очистить его от нагара. Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь.
- Нанести на фаску клапана сплошной тонкий слой притирочной пасты (для начала используют крупнозернистую пасту, а потом — мелкозернистую).
- В случае, если используется описанное выше самодельное приспособление для притирки, то его необходимо вставить клапан в его седло, перевернуть головку блока цилиндров, и надеть держатель на стоящий в клапанной втулке и смазанный притирочной пастой клапан. Далее нужно закрутить болт с тем, чтобы закрепить клапан в трубе как можно крепче.
- Потом нужно вращать притирочное приспособление вместе с клапаном попеременно в обе стороны на половину оборота (примерно на ±25°). Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.
- Ручную притирку клапанов необходимо выполнять до появления на фаске матово-серого ровного однотонного пояска. Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
- Другим признаком, по которому можно косвенно судить, что притирку можно заканчивать, является изменение звука процедуры. Если в начале притирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть, когда трется не металл по металлу, а металл по матовой поверхности. Обычно процесс притирки занимает 5…10 минут (зависит от конкретной ситуации и состояния клапанного механизма).
- Обычно притирку выполняют с использованием паста разной зернистости. Сначала используют крупнозернистую пасту, а потом — мелкозернистую. Алгоритм их использования одинаковый. Однако вторую пасту можно использовать лишь после того, как будет хорошо зашлифована и затвердеет слой первой пасты.
- После выполнения притирки необходимо тщательно протереть непосредственно клапан и его седло чистой ветошью, а также можно промыть поверхность клапана с тем, чтобы удалить с его поверхности остатки притирочной пасты.
- Проверить качество притирки путем проверки концентричности расположения тарелки клапана и его седла. Для этого необходимо нанести на фаску головки клапана тонкий слой графита карандашом. Далее помеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, после провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то от одного поворота клапана все нанесенные черточки сотрутся. Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
- По завершении выполнения притирки клапанов все рабочие поверхности деталей промывают керосином с целью удаления остатков притирочной пасты и грязи. Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
 Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.
Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.
 Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.В процессе притирки клапанов необходимо избавиться от следующих типов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. В частности, на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.
Обратите внимание, что если в первом случае клапан можно просто притереть, то во втором нужно обязательно выполнить его проточку. В некоторых случаях притирка выполняется в несколько этапов. Например, грубая притирка проводится до тех пор, пока на поверхности обрабатываемой детали не будут удалены все раковины и царапины. Зачастую для притирки используют пасту с разным уровнем зернистости. Крупный абразив предназначен для удаления значительных повреждений, а мелкий — для доводки. Соответственно, чем более мелкий абразив применяется — тем качественнее считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно попадание абразивной пасты на другие элементы клапанного механизма. Если же она попала туда — смойте ее керосином.
Зачастую для притирки используют пасту с разным уровнем зернистости. Крупный абразив предназначен для удаления значительных повреждений, а мелкий — для доводки. Соответственно, чем более мелкий абразив применяется — тем качественнее считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно попадание абразивной пасты на другие элементы клапанного механизма. Если же она попала туда — смойте ее керосином.
Притирка клапанов дрелью
Притирка клапанов с помощью дрели — наиболее оптимальный вариант, с помощью которого можно сэкономить время и силы. Его принцип аналогичен ручной притирке. Алгоритм его выполнения следующий:
- Взять подготовленный металлический стержень и надеть на него резиновый шланг подходящего диаметра. Для лучшего закрепления можно воспользоваться хомутом соответствующего диаметра.
- Упомянутый металлический стержень с прикрепленным резиновым шлангом закрепить в патроне электродрели (или шуруповерта).
- Взять клапан и надеть на его стержень пружинку, после чего установить его на посадочное место.
- Немного выдвинув клапан из головки блока цилиндров, нанести на его фаску небольшое количество притирочной пасты по периметру его тарелки.
- Вставить стержень клапана в резиновый шланг. При необходимости также воспользоваться для лучшего крепления хомутом соответствующего диаметра.
- На низких оборотах дрели начать притирать клапан на его посадочном месте. При этом нужно двигать его вперед-назад, в чем, собственно, и будет помогать установленная пружина. После нескольких секунд вращения в одну сторону нужно переключить дрель на реверс, и вращать ее в противоположную сторону.
- Процедуру выполнять аналогично, до появления матового пояска на корпусе клапана.
- По завершении притирки тщательно вытереть клапан от остатков пасты, желательно с помощью растворителя. Причем удалять пасту нужно не только с фаски клапана, но и с его седла.

Притирка новых клапанов
Существует еще один притирки новых клапанов на головке блока цилиндров. Алгоритм его выполнения следующий:
Алгоритм его выполнения следующий:
- С помощью смоченной в растворителе ветоши необходимо удалить грязь и налет на фасках всех новых клапанов, а также на их седлах (посадочных местах). Важно, чтобы их поверхности были чистыми.
- Взять кусочек двустороннего скотча и наклеить его тарелку притираемого клапана (вместо двустороннего скотча можно взять обычный, но предварительно сделав из него кольцо и сжав до плоского состояния, тем самым превратив в двусторонний).
- Смазать кончик стержня машинным маслом, и установить его на посадочное место, где предполагается выполнить притирку устройства.
- Взять любой другой клапан аналогичного диаметра и вставить в патрон шуруповерта или дрели.
- Совместить тарелки двух клапанов, чтобы они с помощью скотча склеились между собой.
- Несильно надавливая на дрель или шуруповерт на малых оборотах начать притирку. Электроприбор будет вращать один клапан, а тот, в свою очередь, будет передавать вращательные движения на притираемый клапан. Вращение должно быть как прямым, так и реверсным.
- Признаки окончания процедуры аналогичны описанным выше.
 Вращение должно быть как прямым, так и реверсным.
Вращение должно быть как прямым, так и реверсным.Обратите внимание, что многие современные автомобильные двигатели не поддаются притирке клапанов. Это связано с тем, что они выполнены из алюминия, и при значительном повреждении элементов двигателя возникает риск частой замены клапанов. Поэтому владельцам современных иномарок имеет смысл дополнительно уточнить эту информацию или лучше обратиться за помощью в автосервис.
Помните, что после притирки нельзя менять клапана местами, поскольку притирка выполняется для каждого клапана индивидуально.
Как проверить притирку клапанов
По окончании выполнения притирки клапанов обязательно нужно выполнить проверку качества притирки. Это можно сделать одним из двух методов.
Метод первый
Описанный ниже способ наиболее является наиболее распространенным, однако он не всегда покажет правильный результат со 100% гарантией. Также его невозможно использовать для проверки качества притирки клапанов у двигателей, оснащенных клапаном EGR.
Так, для выполнения проверки необходимо положить головку блока цилиндров на бок, таким образом, чтобы отверстия колодцев, к которым присоединяются коллекторы, «смотрели» вверх. Соответственно, клапана будут располагаться в горизонтальной плоскости, а их крышки будут расположены вертикально. Перед выполнением проверки выполненной притирки клапанов необходимо с помощью компрессора осушить выходы клапана, чтобы обеспечить наглядность возможного вытекания топлива из-под них (то есть, чтобы вертикальная стенка была сухая).
Далее необходимо в вертикально расположенные колодцы заливать бензин (а еще лучше керосин, поскольку он обладает лучшей текучестью). Если клапана обеспечивают герметичность, то из-под них залитый керосин не будет просачиваться. В случае, если же топливо даже в малых количествах просачивается из-под клапанов — необходимо выполнить дополнительную притирку или другие ремонтные работы (зависит от конкретной ситуации и диагностики). Преимущество этого метода заключается в простоте его выполнения.
Однако такой метод имеет и свои недостатки. Так, с его помощью невозможно проверить качество притирки клапанов при работе двигателя под нагрузкой (просачивание газов под нагрузкой). Также его нельзя использовать для двигателей, оснащенных клапаном ЕГР, поскольку их конструкция подразумевает наличие в одном или нескольких цилиндрах соответствующих клапанов, через которые топливо и выльется наружу. Поэтому проверить герметичность данным способом не получится.
Метод второй
Второй метод проверки качества притирки клапанов является универсальным и наиболее достоверным, поскольку позволяет проверить прохождения газов через клапана под нагрузкой. Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть, таким образом, чтобы выходы (отверстия) клапанов были сверху, а отверстия колодцев коллекторов — сбоку. Далее нужно налить небольшое количество топлива (в данном случае неважно, какое именно, и даже неважно его состояние) в полость выхода клапанов (своеобразная тарелка).
Взять воздушный компрессор и с его помощью подать в боковой колодец струю сжатого воздуха. Причем необходимо подавать сжатый воздух как в отверстие впускного коллектора, так и в отверстие выпускного коллектора. Если притирка клапанов была выполнена качественно, то из-под них не будут выходить пузырьки воздуха даже под нагрузкой, которую обеспечивает компрессор. Если же имеют место воздушные пузырьки — значите, герметичности нет. Соответственно, притирка была выполнена некачественно, и необходимо выполнить доработку. Описанный в данном разделе метод является чрезвычайно эффективным и универсальным, его можно использовать для любых двигателей.
Заключение
Притирка клапанов — несложная процедура, с которой может справиться большинство автовладельцев, особенно имеющих навыки ремонтных работ. Главное при этом иметь соответствующие инструменты и материалы. Пасту для притирки можно сделать самостоятельно, или же купить уже готовую. Однако второй вариант предпочтительнее. Для проверки качества выполненной притирки желательно использовать воздушный компрессор, обеспечивающий проверку просачивания газов под нагрузкой, это более качественный подход.
Спрашивайте в комментариях. Ответим обязательно!
Как притереть клапана в домашних условиях
Практически каждый владелец старенького автомобиля отечественного или иностранного производства предпочитает ремонтировать его своими силами. В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
Содержание статьи
Немного матчасти
Для тех, кто не в курсе, стоит пояснить, что клапаны находятся в головке блока цилиндров. Для каждого цилиндра имеется минимум два клапана (в большинстве автомобилей). Один клапан обеспечивает впуск топливно-воздушной смеси в цилиндр (камеру сгорания) из впускного коллектора, а другой – выпускает отработанные газы в выпускной коллектор.
Разумеется, открываются клапаны поочередно. Похожи клапаны на гвоздь. Головкой, которую еще называют тарелка, они обращены внутрь цилиндра. В закрытом состоянии головка клапана находится в седле и герметично закрывает камеру сгорания, прижимаясь к седлу рабочей фаской.
Похожи клапаны на гвоздь. Головкой, которую еще называют тарелка, они обращены внутрь цилиндра. В закрытом состоянии головка клапана находится в седле и герметично закрывает камеру сгорания, прижимаясь к седлу рабочей фаской.
Для чего притирать клапаны
В процессе работы на тарелках клапанов, а также на седлах образуется нагар. Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и выпускной клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Что касается неплотного прилегания выпускного клапана, то в этом случае будет происходить не только нарушение герметичности на такте сжатия, но и прорыв расширяющихся газов из камеры сгорания после воспламенения заряда. Раскаленные газы оплавляют выпускной клапан, двигатель теряет мощность, так как часть газов не толкает поршень, а вылетает в выпуск. Такие последствия являются ответом на вопрос, что будет, если клапана не притерты.
Однако для того, чтобы исправить положение, нет особых сложностей. Больше времени и сил приходится расходовать на снятие головки блока цилиндров и самих клапанов. Кроме того, высока вероятность отсутствия необходимости притирать каждый из них.
Как определить, что клапан нужно притирать
Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а разница в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
- Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
 На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
 Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Какую притирочную пасту использовать
Наши деды изготавливали средство для притирки самостоятельно. Они собирали пыль под наждаками с алмазным кругом, после чего смешивали ее с маслом. Сегодня, благодаря прогрессу и развитию торговли, у автомобилистов имеется приличный выбор в специализированных магазинах. Поэтому у новичков возникает закономерный вопрос о том, чем притереть клапана, какой пастой. О цене речь не идет. Здесь каждый выбирает на свое усмотрение и в соответствии с возможностями. Гораздо важнее определиться с зернистостью и составом.
Крупнозернистые пасты неопытному автолюбителю использовать не стоит. Ошибка в работе может привести к появлению существенных дефектов не фасках клапана и седла, что повлечет за собой дополнительные расходы. По этой причине лучше использовать среднезернистые пасты для основной работы и мелкозернистые для шлифовки.
Очень часто в комплекте идут уже два тюбика, что облегчает задачу для покупателя. В магазинах часто встречается паста «ФАБО» в стилизованной (в форме клапана) упаковке. Кстати, название – это аббревиатура и расшифровывается как Финишная Антифрикционная Безабразивная Обработка. Эту пасту нужно использовать в качестве финишной, после того, как клапан будет притерт при помощи паст «Классическая» или «Алмазная», продающихся в такой же упаковке.
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов.
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Особенно, когда нет соответствующего опыта.
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.
Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.
Читайте также
как притереть шуруповертом, дрелью, машинкой
После капремонта двигательной системы, снятия нагара с клапанов или при их замене на новые обязательно проводится притирка клапанов.
Благодаря процедуре удаляются мелкие неровности и повреждения, возникшие в процессе эксплуатации, а также повышается герметичность ДВС.
Для чего нужно притирать клапаны
Новые клапаны притираются для лучшего прилегания к посадочному месту. В процессе эксплуатации на клапанной системе образуется нагар, вследствие чего герметичность прилегания тарелки клапана к седлу нарушается.
Это приводит к нарушению работы топливной системы. Когда выпускной коллектор утрачивает свои первоначальные характеристики, это провоцирует прогар клапанной системы, падение мощности двигателя, износ направляющей втулки, повреждения посадочного седла и другие неприятности. Чтобы наладить четкую работу ГБЦ и снизить риск образования нагара, после очистки клапанов проводится их притирка – как следствие, клапаны и седла хорошо прилегают один к одному.
Чтобы наладить четкую работу ГБЦ и снизить риск образования нагара, после очистки клапанов проводится их притирка – как следствие, клапаны и седла хорошо прилегают один к одному.
Когда пора задуматься о притирке
Чтобы понять, необходима ли притирка, можно использовать разные методы проверки – с их помощью можно уточнить степень разгерметизации клапанной системы.
Как проверить притирку:
- Производится демонтаж ГБЦ.
- Головка очищается от сажи, маслянистой пленки и загрязнений.
- Проводится проверка головки БЦ и подшипников. Они должны быть без каких-либо деформаций и механических повреждений.
- Проверяются опоры распределительного вала. Они также не должны иметь повреждений, заусенцев и металлических наплывов.
- Для контроля герметичности клапанной системы необходимо установить ГБЦ на ровную поверхность, налить в камеры сгорания немного керосина или бензина и оставить на некоторое время.
 Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена.
Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена.При появлении утечки (то есть разгерметизации) мотор работает неравномерно, поэтому необходимо провести притирку.
Стандартный набор инструментов для притирки
Самым важным инструментом является абразивная, или алмазная паста. Ее необходимо наносить на кромку клапана – паста создаст эффект наждачки и позволит быстрее притереть тарелку к седлу.
По типу обработки пастообразный состав отличается размером абразивных элементов – от крупнозернистого до мелкозернистого. Крупноабразивная используется для первичной притирки. Финишная притирка осуществляется с помощью мелкозернистой пасты – тогда головка компонента будет плотно установлена на посадочное место.
Пасты различаются и по цене – от недорогих для личного использования до фирменных составов для профессиональной притирки. Провести самостоятельную обработку можно составом средней стоимости. Важно следить за состоянием самих клапанов и корректностью процесса притирки.
Важно следить за состоянием самих клапанов и корректностью процесса притирки.
Следующим шагом будет выбор инструмента для работы. Притирка может осуществляться посредством:
- Электродрели.
- Деревянного приспособления с присосками.
- Пневматического инструмента.
- Специальной пневмомашинки для пристукивания.
У мастером-любителей наибольшей популярностью пользуется электродрель для притирки — из-за своих доступности и универсальности. В ремонтных мастерских может быть использован специальный станок для шлифовки фаски.
Обработка седел и их восстановление требуют применения особого инструмента. Это шарошка для удаления выработки – приспособление, сделанное по форме посадки клапана. Шарошка надевается на дрель, так как сверло обычно имеет некрупные размеры.
Инструмент используется в том случае, если головки клапанов повреждены вследствие прогара.
Также потребуется рассухариватель, чтобы снять «сухари» – детали, соединяющие тарелки пружины с клапаном.
Как правильно притереть клапаны: основные методы
Существует четыре основных метода обработки.
Способ 1. Притирка клапанов дрелью
Для проведения работ потребуется кусок шланга. Один его «хвост» закрепляется на стержне клапана, а второй — на дрели. На сам клапан и посадочное место следует нанести небольшое количество притирочного состава, после чего деталь устанавливается на свое рабочее место в ГБЦ.
Процесс имеет несколько особенностей:
- Притирка осуществляется на малых оборотах – рекомендуется использовать дрели, способные работать на таких оборотах, или шуруповерты.
- В момент соприкосновения тарелки и седла необходимо сделать сброс – отпустить курок электродрели.
- В процессе притирки нельзя прикладывать усилия – это может спровоцировать повреждение элементов клапанной системы.
- Притирку рекомендуется проводить в несколько этапов – сначала крупнозернистой пастой, затем средне-, а в конце провести финишную обработку мелкозернистым составом.

Важна практика – если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Метод 2. С помощью ручного инструмента
Такой способ представляет собой что-то вроде процесса добывания огня первобытными людьми – на деревянную палочку крепятся присоски, ими фиксируется стержень, а сама палочка вращается руками. Этот так называемый «дедовский» метод был в ходу, когда не было электроинструмента. Его плюс – минимальный риск испортить клапанную систему. Но времени занимает очень много – до получаса на каждый клапан.
Метод 3. С помощью пневматического инструмента (вращательный метод)
Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс – угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
Метод 4. С помощью пневмомашинки (метод пристукивания)
Отличие пневмомашинки от предыдущего инструмента – технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали.
Как проверить работоспособность
После того как клапаны были притерты, следует проверить качество притирки. Существует несколько вариантов.
Существует несколько вариантов.
Самый простой и распространенный способ проверки – это положить ГБЦ на ровную поверхность тарелками кверху и налить в камеру сгорания бензин или керосин. Клапан должен удерживать жидкость собственным весом. Засухаривать компонент в этом случае не нужно.
Второй метод аналогичен первому, только клапаны необходимо засухарить, перед тем, как наливать керосин.
Проверка качества притирки третьим способом проводится несколько иначе. Клапаны засухаривают, ГБЦ укладывают на бок, в камеры наливают керосин/бензин. Правильно притертый компонент будет удерживать жидкость только усилием пружины.
Сделать притирку самостоятельно не так уж и трудно – главное, правильно рассчитать усилие при работе с дрелью и частоту вращений. Если же вы опасаетесь нанести вред топливной системе автомобиля, обратитесь к квалифицированным мастерам автосервиса DDCAR. Вам не придётся переживать по поводу того, что вашему любимому «железному коню» будет причинён непоправимый ущерб!
Слесарный инструмент для автосервиса и промышленных предприятий — Профессиональный автоинструмент
Каталог специнструмента Приспособления для притирки клапанов в ассортименте «ГАРВИН».
В качестве подопытного досталась ГБЦ от BMW.
Все участники вместе с ГБЦ (ниже список, слева-направо)
Устройства для притирки клапанов двигателя, участвующие в сравнении:
- Электрическая дрель. Притирка клапанов дрелью — технология, вызывающая самое большое количество споров на тему правильности использования.
- Приспособление для притирки клапанов своими руками.
- Пневмоинструмент для притирки клапанов вращением.
- Пневмомашинка для притирки клапанов пристукиванием.
Какое из этих приспособлений быстрее, эффективнее, выгоднее, правильнее — лучше всех остальных? Какую притирку клапанов выбрать? Сейчас мы будем это выяснять.
Способ №1: с помощью дрели
Способ с дрелью получил распространение ввиду отсутствовавшего ранее инструмента для притирки.
Сначала подбирается подходящий по размеру шланг
Один конец крепится на стебель (стержень) клапана, другой — на дрель.
На клапан и седло наносится необходимое количество притирочной пасты, клапан устанавливается на свое место в ГБЦ.
Если используется присоска, ее устанавливают на тарелку клапана.
Существуют рекомендации, согласно которым инструмент обязательно должен работать на малых оборотах — предпочтение следует отдавать низкооборотной дрели или шуруповерту. Отпускайте курок дрели при соприкосновении клапана с седлом, касание должно производиться при сбросе. Не надо прикладывать никаких усилий, это значительно повышает риск неправильной притирки.
Притирка клапана к седлу при помощи электрической дрели
Полезный совет. Очень важно использовать минимальное количество притирочной пасты. Сама паста бывает разной — с крупным и мелким абразивом. Чаще всего применяют алмазную. Для правильной притирки следует применять пасты разной зернистости и начинать с абразива для грубой обработки.
После притирания обязательно смывайте притирочную пасту и очищайте детали. Попадание абразивной пасты в ГБЦ и двигатель недопустимо! Это приведет к разрушению деталей и дорогому ремонту.
Попадание абразивной пасты в ГБЦ и двигатель недопустимо! Это приведет к разрушению деталей и дорогому ремонту.
При притирке дрелью ключевую роль имеет опыт. Не обладая необходимыми навыками, очень легко получить канавы и риски или сместить пятно контакта клапана с седлом. Все это приводит к очень скорой поломке.
Профессионалы часто сходятся во мнении, что применять дрель допустимо, но неправильно. Это мнение мы поддерживаем и смотрим на дрель с недоверием
Главное преимущество способа: высокая скорость притирки.
Способ №2: ручная притирка клапанов авто
Ручная притирка — дедовский способ, проводится с использованием присоски. Как и в случае с дрелью, очень важен опыт человека, который осуществляет процедуру.
Обратите внимание, что в специализированных магазинах продаются ручные приспособления для притирки клапанов, представляющие собой деревянный стержень и набор присосок
Притирка клапанов своими руками неудобна и утомительна, она занимает много времени — в среднем, 15 — 20 минут на один клапан. Риск что-то испортить или сделать неправильно минимален, но он присутствует.
Риск что-то испортить или сделать неправильно минимален, но он присутствует.
На 12-ой минуте теста ручной приспособы мы отчего-то почувствовали себя вот так
Главное преимущество: низкая стоимость ручных приспособлений для притирки клапанов.
Способ №3: пневмоинструмент для притирки клапанов вращением
Пневмомашинка — автоматизированный, упрощенный и многократно ускоренный метод ручной притирки. Двигатель соединен со штифтом, который приводится в движение энергией сжатого воздуха.
Для работы потребуется подключение к источнику сжатого воздуха
На штифт устанавливается присоска подходящего размера, которая затем крепится на тарелку клапана.
В комплект, как правило, входит целый набор присосок различного размера
Под воздействием сжатого воздуха двигатель обеспечивает возвратно-вращательное движение штифта с присоской, вследствие чего вращается и клапан — происходит притирка. Перед сменой направления вращения клапан успевает провернуться примерно на 75 градусов.
Это самый простой и доступный способ притереть клапан, не требующий никаких специальных навыков. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели — для притирки одного клапана достаточно всего нескольких минут.
Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку — пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях автосервиса.
Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие требований к навыкам и заведомо гарантированное качество.
Метод №4: пневмомашинка для притирки клапанов пристукиванием
Принципиальное различие между этим и предыдущим устройством — способ притирки. При помощи данной машинки клапан притирается не вращением, а пристукиванием, что имитирует реальную работу двигателя.
На шток приспособления устанавливается одна из присосок набора, которая затем закрепляется на тарелке клапана
Инструмент оснащен колесиком для настройки частоты оборотов
Притирка осуществляется многократным повторением возвратно-поступательных движений клапана
Пневмомашинка для пристукивания имеет минимальные требования к навыкам использования. При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо.
При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо.
Главные преимущества: заведомо гарантированное качество, самое точное притирание за счет имитации работы клапана в двигателе.
Итоговая таблица, результаты и выводы
Для объективной комплексной оценки каждого из методов мы выбрали шесть параметров, которые имеют наибольшее значение:
- Скорость.
- Удобство использования. Этот параметр также оказывает влияние и на общую скорость работы.
- Отсутствие требований к опыту и навыкам. Чем выше оценка, тем легче пользователю провести правильную притирку клапана.
- Отсутствие рисков. Чем выше оценка, тем меньше вероятность что-то сделать неправильно или испортить детали.
- Качество притирки. Чем выше оценка, тем точнее выполнена операция.
- Стоимость. Чем меньше расходов на тот или иной способ, тем выше бал.

ПараметрДрельРучное приспособлениеПневмомашинка, вращениеПневмомашинка, пристукиваниеСкорость8197Удобство использования31108Не требуется спец.навык12107Отсутствие рисков141010Качество44810Стоимость71013Итоговый результат24224845
Как видно из таблицы, специальные пневмо-приспособления для притирки значительно превосходят ручной способ и дрель. Если откинуть параметр стоимость и смотреть только на качественные показатели, то оба метода проигрывают пневматическим машинкам с разгромом.
Выдающиеся показатели и наибольший итоговый бал по результатам тестов у машинки для притирки клапанов вращением. Максимальное количество баллов не сумел набрать ни один из участников — что же, идеального во всем инструмента не существует. Места распределились следующим образом:
Последнее место, 22 балла — ручной способ, который прогнозируемо позади всех остальных. В настоящее время клапаны притираются ручным способом либо для получения удовольствия от процесса (да-да, бывает и такое), либо при полном отсутствии доступа к современному инструменту.
Предпоследнее место, 24 балла — дрель. Несмотря на высокую скорость работы, дрель опережает ручной метод всего на несколько пунктов. Прежде всего это связано с высокими рисками неправильной притирки и порчи деталей, а также с повышенными требованиями к специальным навыкам.
Второе место, 45 баллов — машинка для пристукивания. Несильно уступает первому месту, зато обеспечивает самую точную и правильную притирку клапана.
Первое место, 48 баллов — машинка для вращения. Лидирует практически по всем показателям и является оптимальным решением для притирки.
Для испытаний использовалось следующее оборудование:
- Ручная притирка клапанов — Licota ATA-0003A
- Электрическая дрель Hitachi — модель D10VC2
- Пневматическая машинка для притирки клапанов вращением — Licota ATA-1100
- Пневматическое приспособление для притирки клапанов пристукиванием — Licota ATA-1401
В ГАРВИН вы можете купить профессиональное оборудование для притирки клапанов. Цены и подробные характеристики смотрите в нашем каталоге.
Цены и подробные характеристики смотрите в нашем каталоге.
Пользователи машинок для притирки клапанов
Пневматические приспособления для притирки клапанов в первую очередь будут интересны сотрудникам автосервисов. Оборудование значительно снижает затраты времени на ремонт ГБЦ и повышает само качество притирки. На нашей практике ни один мастер, испытавшей в работе профессиональный инструмент, не вернулся затем к ручному методу или дрели.
Невысокая цена инструмента делает его доступным также для частного применения. При желании самостоятельно провести притирку клапанов, а не доверять эту операцию стороннему сервису — приспособление станет оптимальным решением.
Притирка клапанов на примере автомобилей ВАЗ
Каждый владелец автомобиля марки ВАЗ, предпочитающий собственноручно заниматься ремонтом своего автомобиля, рано или поздно столкнётся с необходимостью притереть клапаны газораспределительного механизма. Вопрос для многих насущный и требующий внимательного изучения, после чего вполне можно будет справиться с задачей собственными силами, не прибегая к помощи автомастеров.
Для чего нужно притирать клапаны
Приведённые ниже способы решения задачи ориентированы в большей мере на владельцев ВАЗовской классики (ВАЗ 2101–2106), но и в случае с моделями ВАЗ 2108–2109 процесс мало чем будет отличаться. Во многих пунктах он вообще универсален.
Чаще всего с необходимостью притирки клапанов сталкиваются при капитальном ремонте двигателя. Заменены поршневые кольца с прокладками, установлены прочие важные компоненты, так что теперь самое время проверить клапаны на герметичность: так выявляется необходимость их притирки.
Следует также помнить, что эта процедура будет нелишней и при проведении иных ремонтных работ. В частности, тех, при которых происходит демонтаж блока цилиндров. Всегда лучше перестраховаться.
Почему важно поддерживать правильный уровень компрессии в двигателе
Одной из важнейших качественных характеристик работы мотора является наличие в камерах сгорания цилиндров рекомендуемого производителем уровня компрессии. Зависит эта характеристика от:
Зависит эта характеристика от:
- степени износа самого цилиндра, его поршневых колец, а также поршня;
- качества и целостности уплотняющей прокладки, находящейся между ГБЦ и непосредственно блоком цилиндров;
- насколько плотно впускные клапаны, а вместе с ними и выпускные прилегают к своим посадочным сёдлам во избежание пропуска газов через зазоры.
В идеале во всех цилиндрах компрессия должна быть на одном уровне. А так как износ компонентов поршневой группы практически одинаков, то факт обнаружения в цилиндрах отличной друг от друга компрессии может свидетельствовать о плохой работе клапанов.
По величине компрессии можно предварительно судить о состоянии двигателя: если в цилиндах она неодинакова, пора притирать клапаны
Когда пора задуматься о притирке
Признаки появления неисправности может заметить даже начинающий автолюбитель:
- двигатель начинает «троить»;
- мотор машины работает неравномерно;
- обрастание нагаром свечей;
- пониженный уровень компрессии.

Сам же процесс притирки состоит в том, что рабочая область клапана на тарелке притирается к своему посадочному седлу.
Как проверить клапаны ВАЗа на герметичность прилегания
Опытные автомеханики рекомендуют проверять герметичность соединения следующим образом:
- Для начала головка блока цилиндров переворачивается таким образом, чтобы камеры сгорания смотрели вверх.
- Затем берётся шприц и впрыскивается немного солярки или керосина (лучше — керосина) в каждую из камер.
- Если при закрытом клапане жидкость начинает убывать, то делается вывод о том, что клапан к своему седлу прилегает недостаточно плотно.
Основные методы притирки
Притирать клапаны можно с использованием специализированного оборудования или подсобного инструмента:
- Первым вариант — использование автоматизированного станка. В этом случае даже притирки как таковой нет: просто нарезается фаска клапана и седла, чем обеспечивается максимально жёсткая центровка и точность сопряжения. На выходе получаем высокопрочный профиль, способный обеспечить отличную работу мотора.
 На выходе получаем высокопрочный профиль, способный обеспечить отличную работу мотора.
На выходе получаем высокопрочный профиль, способный обеспечить отличную работу мотора.Автоматизированный процесс притирки клапанов на станке
- Притирать клапаны можно на ручном фрезерном станке. Есть немало станков, в том числе и предназначенных для двигателей определённых модификаций. Здесь тоже всё делается достаточно быстро и точно.
Если в гараже есть ручной фрезерный станок, притирка клапанов может быть выполнена качественно и оперативно
- Притирка клапанов своими руками. Распространённый в народе способ, но, в то же время, наиболее трудоёмкий и продолжительный. Все дефекты и неровности поверхности удаляются при помощи специальной абразивной пасты, а в качестве основного инструмента применяется специальное Т-образное приспособление с отверстием для вставки ножки клапана.
Специальный ключ для ручной притирки клапанов упростит ручную работу
Притираем клапаны в домашних условиях
Чтобы провести работу быстро и получить качественный результат, необходимо соблюдать такую последовательность действий:
- Разобранная ГБЦ устанавливается на верстак и надёжно закрепляется.
- Нужный клапан размещается на своём месте, а в инструменте фиксируется его стержень.
- На контактную зону клапана со своим седлом наносится слой притирочной пасты.
- Затем клапан размещается таким образом, чтобы полностью отсутствовали просветы.
- Делаются круговые движения по часовой стрелке и против.
- Спустя некоторое время клапан переворачивается, новым слоем наносится абразивная паста и возобновляется вращение.
- Процесс притирки продолжается до тех пор, пока на седле клапана и его тарелке не образуется матовая однородная полоска толщиной 1,5–2,0 миллиметра.

Видео: притирка клапанов вручную без инструментов
Метод сам по себе довольно утомительный. Зато позволяет полностью контролировать процесс притирки и отслеживать получаемый результат.
Берём в руки шуруповёрт
Так как далеко не все располагают нужным количеством свободного времени, терпения и усидчивости, народными умельцами был внедрён ещё один метод с использованием шуруповёрта.

Ещё часто рекомендуют дрель, но у её патрона значительно выше обороты вращения, что не лучшим образом может сказаться на итоговом результате. Так что если всё же останавливаться на дрели, то брать нужно инструмент с возможностью регулировки оборотов и функцией реверса. Притирать клапаны в данном случае можно либо через камеры сгорания, либо просто сверху.
Притирка клапанов со стороны камеры сгорания
Работа выполняется в такой последовательности:
- Первым делом изготовливаются из металла небольшие сплошные шайбы диаметром чуть меньше, чем у клапанных тарелок. По центру этих шайб прорезаются отверстия, как для плоской отвёртки.
- Используя расплавленный битум (или его аналоги), шайбы с прорезями прикрепляются на тарелки клапанов.
- ГБЦ переворачивается камерами сгорания вверх, ставится на своё место необходимый клапан и на притираемый участок наносится слой пасты.
- В патрон дрели крепится стержень с окончанием, как у плоской отвёртки.
- Плоское окончание стержня вставляется в разрез шайбы и на малых оборотах дрели начинается притирка клапана.
- В каждую сторону клапан проворачивается около десяти раз. Надо также помнить, что при изменении направления вращения следует заново наносить абразивную пасту.
- После процедуры на клапан цепляется его пружина.
- Снять шайбу с клапана можно путём его нагрева.
- Оставшийся битум удаляется растворителем, бензином или схожими средствами.

Как притереть клапаны сверху
Весь процесс практически полностью идентичен методу вручную. Главное отличие здесь в том, клапан вращается при помощи инструмента. Кое-кто стержень клапана напрямую крепит в патроне дрели, но для большей эффективности и безопасности в патрон лучше вставить стержень диаметром близким с таковым у стержня клапана. Затем берётся примерно 10-сантиметовый отрезок резиновой трубки и с её помощью соединяются упомянутые стержни. Для пущей надёжности следует резиновую трубку обжать на концах хомутами.
Минимально-необходимый инструмент для притирки клапанов дрелью
Видео: как притереть клапаны дрелью
Нюансы, о которых стоит знать
Опытному ремонтнику приведённые ниже советы могут показаться излишнимися, но начинающему мастеру стоит обязательно запомнить следующее:
- Все рокеры (стоящие на клапанах кулачки) лучше сразу не снимать. Необходимо, чтобы каждый клапан получил обратно свой же рокер. Во время работы двигателя кулачок распредвала и соответствующий ему рокер притираются и если их «разлучить», то могут появиться неприятные щелчки при работе клапанов, несмотря на то, что они перед этим были как следует отрегулированы.
- И также надо понимать, что каждый клапан должен вернуться на своё место. Менять их местами даже после притирки будет не самой лучшей идеей.
- В работе можно использовать различные абразивные пасты. Начать можно с самых крупных и закончить самыми мелкими. Это позволит улучшить получаемый результат.
- Для лучшего прилегания на финишном этапе иногда предлагается использовать машинное масло.
 Начать можно с самых крупных и закончить самыми мелкими. Это позволит улучшить получаемый результат.
Начать можно с самых крупных и закончить самыми мелкими. Это позволит улучшить получаемый результат.Притирка клапанов осуществляется с использованием различных абразивных паст
Проверка качества выполненной работы
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Это самый распространённый метод. Клапаны собираются, на них устанавливаются пружины, затем блок головок переворачивается так, чтобы камеры сгорания смотрели вверх. После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».
Не менее надёжным будет использование вакуум-тестера. Прибор подключается к отверстиям со стороны впускного и выпускного коллекторов. Если показания манометра ниже необходимых, значит, плотность прилегания клапанов недостаточна и нужно повторить их притирку.
Есть ещё метод с применением карандаша. Для этого на рабочую кромку седла клапана вдоль всей окружности наносятся линии. Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.
Наглядное сравнение притёртого и непритёртого клапанов
Небольшое отступление о притирочных пастах
Как ни притирай клапаны, но нужно ещё понимать, что двигатель автомобиля всё равно «доведёт их под себя». Можно потратить кучу времени и сил, добиваясь идеального результата, а после запуска мотора (спустя несколько часов) герметичность клапанов станет хуже. А можно всё небрежно и по-быстрому сделать, а через некоторое время плотность прилегания клапанов только улучшиться.
В итоге окажется, что двигатель приработал клапаны до некоего своего «удобного» состояния. Вследствие этого бытует мнение, что возня с разными пастами и прочей финишной доводкой до идеального результата является не чем иным, как пустой тратой времени.
Вследствие этого бытует мнение, что возня с разными пастами и прочей финишной доводкой до идеального результата является не чем иным, как пустой тратой времени.
Вовремя и правильно проведённая притирка клапанов обеспечит чёткую и выверенную работу двигателя. При капитальном ремонте эта процедура одна из обязательных к исполнению. Задача не является особо сложной, кроме того, всегда можно обратиться за советом к более опытным товарищам или мастерам.
Приветствую! Зовут меня Александр. Мне 34 года. По образованию — инженер морского транспорта. Оцените статью: Поделитесь с друзьями!Притирка клапанов своими руками, видео, фото, используемые приспособления и инструменты
Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя.
Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
Про нагар
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.

Требуемый инструмент
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.
Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.
При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.
Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.
1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Пасты.
Для притирки клапанов одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.
Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.
После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.
Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.
После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.
Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.
Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.
Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.
Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.
Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Также читайте по каким причинам на двигателях гнет клапана.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Притирка Клапанов Шуруповертом Своими Руками
Как самому притереть клапана
При ремонте двигателя, в частности, ГБЦ, необходимо делать все таким образом, чтобы зазоров между деталями не оставалось. Поэтому важно знать, как правильно притереть клапана на автомобиле. Работа очень трудоемкая, однообразная, даже скучная. Но от того, насколько правильно она проведена, зависит дальнейшая эксплуатация двигателя. И если вам приходилось когда-либо заниматься этим делом, то вы знаете, какие способы притирки существуют, затраты времени и труда на них, а самое главное – насколько качественно они позволяют провести работу. Но если вы впервые услышали о такой процедуре, то нужно ознакомиться с ней более подробно.
Поэтому важно знать, как правильно притереть клапана на автомобиле. Работа очень трудоемкая, однообразная, даже скучная. Но от того, насколько правильно она проведена, зависит дальнейшая эксплуатация двигателя. И если вам приходилось когда-либо заниматься этим делом, то вы знаете, какие способы притирки существуют, затраты времени и труда на них, а самое главное – насколько качественно они позволяют провести работу. Но если вы впервые услышали о такой процедуре, то нужно ознакомиться с ней более подробно.
Притирка клапанов вручную
Такое приспособление используют для ручной притирки клапанов
Процесс можно разбить на несколько этапов:
- Производится установка клапана в штатное посадочное место.
- Тарелку клапана необходимо смазать пастой.
- Устройство ставите на ось стержня.
Далее приспособление для притирки клапанов поможет вам вращать клапан в разные стороны при помощи рукояти. Время от времени необходимо наносить слой пасты. И самое главное – старайтесь как можно сильнее прижимать рабочую поверхность клапана к седлу, чтобы провести притирку максимально качественно.
Притирка с помощью ручной дрели
Во время притирки периодически нужно наносить новый слой пасты
Такой способ окажется намного проще, причем качество не особо пострадает. А поможет вам в проведении работы обычная ручная дрель с реверсом (это условие обязательно). Также потребуется изготовить специальный инструмент – простую насадку на дрель, которая по форме похожа на плоскую отвертку. И запаситесь пятачками с небольшой щелью под наконечник насадки по центру. Когда весь инструмент готов, можно приступать к притирке.
Установите ГБЦ вверх ногами, чтобы сверху было хорошо видно гнезда. Рабочую поверхность обрабатываемого клапана смажьте пастой с абразивом. Теперь, используя битум, на тарелку клапана приклейте пятачок. Подождите немного, чтобы битум высох и схватился. Теперь берете дрель с насадкой, устанавливаете ее в пятачок и начинаете вращать клапан. По мере необходимости добавляйте пасту. Старайтесь делать так, чтобы вращение происходило в обе стороны примерно равные промежутки времени. Чтобы отклеить пятачок после проведения притирки, его достаточно просто нагреть.
Чтобы отклеить пятачок после проведения притирки, его достаточно просто нагреть.
Для чего необходима притирка
Процесс притирки клапанов вручную
При покупке автомобиля большинство смотрит на степень сжатия в цилиндрах. Этот параметр зависит от большого числа факторов, среди которых и состояние поршней, и колец, и клапанов. Последние могут просто плохо закрывать отверстия вследствие износа рабочей поверхности или прогорания. А негерметичная камера сгорания – это причина малого давления в цилиндре. Внешний признак – ухудшаются характеристики, разгон становится медленным, автомобиль просто «не тянет», а при большой нагрузке даже малый уклон становится почти непреодолимым препятствием.
И если вы провели капремонт двигателя, а компрессия в цилиндрах далека от идеала, то первым делом смотрите на клапаны, насколько хорошо они закрывают впускные и выпускные отверстия. На некоторых моделях автомобилей установлена система, которая проводит притирку в процессе работы. Все достаточно просто – клапан вращается вокруг своей оси, лишний металл стачивается и в итоге образуется идеально ровная поверхность. При соприкосновении с блоком не наблюдается зазоров, отверстия закрываются максимально плотно. Но в большей части автомобилей таких систем нет, поэтому приходится все делать вручную. Способов всего три, их и рассмотрим детально.
Все достаточно просто – клапан вращается вокруг своей оси, лишний металл стачивается и в итоге образуется идеально ровная поверхность. При соприкосновении с блоком не наблюдается зазоров, отверстия закрываются максимально плотно. Но в большей части автомобилей таких систем нет, поэтому приходится все делать вручную. Способов всего три, их и рассмотрим детально.
Притирка с помощью электрической дрели
Наиболее быстрый способ — притирка с помощью электрической дрели
Но намного проще окажется притирка при помощи электродрели. Ведь вы не потратите силы на вращение рукоятки. Способ очень схож с тем, который был описан ранее. Но потребуется сделать нехитрое приспособление из резинового шланга и старого клапана. Шланг будет выполнять функцию муфты, а стержень старого клапана вы зажмете в патроне дрели. Крайне желательно, чтобы внутренний диаметр трубки был равен диаметру стержня, дабы последний входил в нее максимально плотно. Чтобы избавиться от проворачивания, нужно стянуть все места соединения трубки и стержней с помощью хомутов.
Обязательно наличие реверса, чтобы можно было поочередно вращать клапан в разные стороны, а также регулировку скорости. Таким способом притирка клапанов своими руками займет немного времени, причем проведена она будет качественно. Но помните, что каждый клапан притирается под одно гнездо, ставить его в другое место нельзя. Пасту для притирки тоже следует использовать по номерам. Сначала , которая предназначена для первоначальной, черновой обработки, а уж затем паста под номером 2, необходимая для чистовой обработки поверхности. Когда ширина плоскости соприкосновения тарелки клапана с гнездом будет примерно 2 миллиметра, можно считать, что притирка прошла успешно. И самое важное в работе – не допускайте попадания пасты на стержень. После проведения работ обязательно промойте все поверхности растворителем или керосином, чтобы удалить следы пасты.
Когда пора задуматься о притирке
Чтобы понять, необходима ли притирка, можно использовать разные методы проверки – с их помощью можно уточнить степень разгерметизации клапанной системы.
При появлении утечки (то есть разгерметизации) мотор работает неравномерно, поэтому необходимо провести притирку.
Притирка клапанов дрелью
Для проведения работ потребуется кусок шланга. Один его «хвост» закрепляется на стержне клапана, а второй — на дрели. На сам клапан и посадочное место следует нанести небольшое количество притирочного состава, после чего деталь устанавливается на свое рабочее место в ГБЦ.
Процесс имеет несколько особенностей:
- Притирка осуществляется на малых оборотах – рекомендуется использовать дрели, способные работать на таких оборотах, или шуруповерты.
- В момент соприкосновения тарелки и седла необходимо сделать сброс – отпустить курок электродрели.
- В процессе притирки нельзя прикладывать усилия – это может спровоцировать повреждение элементов клапанной системы.
- Притирку рекомендуется проводить в несколько этапов – сначала крупнозернистой пастой, затем средне-, а в конце провести финишную обработку мелкозернистым составом.

Важна практика – если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Стандартный набор инструментов для притирки
Самым важным инструментом является абразивная, или алмазная паста. Ее необходимо наносить на кромку клапана – паста создаст эффект наждачки и позволит быстрее притереть тарелку к седлу.
По типу обработки пастообразный состав отличается размером абразивных элементов – от крупнозернистого до мелкозернистого. Крупноабразивная используется для первичной притирки. Финишная притирка осуществляется с помощью мелкозернистой пасты – тогда головка компонента будет плотно установлена на посадочное место.
Пасты различаются и по цене – от недорогих для личного использования до фирменных составов для профессиональной притирки. Провести самостоятельную обработку можно составом средней стоимости. Важно следить за состоянием самих клапанов и корректностью процесса притирки.
Следующим шагом будет выбор инструмента для работы. Притирка может осуществляться посредством:
- Электродрели.
- Деревянного приспособления с присосками.
- Пневматического инструмента.
- Специальной пневмомашинки для пристукивания.
У мастером-любителей наибольшей популярностью пользуется электродрель для притирки. из-за своих доступности и универсальности. В ремонтных мастерских может быть использован специальный станок для шлифовки фаски.
Обработка седел и их восстановление требуют применения особого инструмента. Это шарошка для удаления выработки – приспособление, сделанное по форме посадки клапана. Шарошка надевается на дрель, так как сверло обычно имеет некрупные размеры.
Инструмент используется в том случае, если головки клапанов повреждены вследствие прогара.
Также потребуется рассухариватель, чтобы снять «сухари» – детали, соединяющие тарелки пружины с клапаном.
Для чего нужно притирать клапаны
Новые клапаны притираются для лучшего прилегания к посадочному месту. В процессе эксплуатации на клапанной системе образуется нагар, вследствие чего герметичность прилегания тарелки клапана к седлу нарушается.
В процессе эксплуатации на клапанной системе образуется нагар, вследствие чего герметичность прилегания тарелки клапана к седлу нарушается.
Это приводит к нарушению работы топливной системы. Когда выпускной коллектор утрачивает свои первоначальные характеристики, это провоцирует прогар клапанной системы, падение мощности двигателя, износ направляющей втулки, повреждения посадочного седла и другие неприятности. Чтобы наладить четкую работу ГБЦ и снизить риск образования нагара, после очистки клапанов проводится их притирка – как следствие, клапаны и седла хорошо прилегают один к одному.
С помощью пневматического инструмента (вращательный метод)
Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс – угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
С помощью пневмомашинки (метод пристукивания)
Отличие пневмомашинки от предыдущего инструмента – технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали.
Притирка клапанов: как правильно выполнить?
После капремонта двигательной системы, снятия нагара с клапанов или при их замене на новые обязательно проводится притирка клапанов.
Благодаря процедуре удаляются мелкие неровности и повреждения, возникшие в процессе эксплуатации, а также повышается герметичность ДВС.
«Дедовские» шарошки
Притирка клапанов своими руками – несложный процесс, если знаешь, как и что нужно делать. Ранее существовали шарошки для ремонта ГБЦ. Такое приспособление для притирки клапанов в основном применялось для восстановления седел деталей. Некоторые мастера применяют такой инструмент до сих пор. Внешне приспособление представляет собой насадку для гнезда, выполненную в форме посадки клапана. Закрепляется шарошка в дрели. Приспособление имеет небольшие размеры и напоминает своеобразное сверло.
Когда требуется притирка
Многими применяются специальный инструмент, паста и присоска для притирки клапанов. Однако далеко не все знают, как правильно проводится такая процедура. У седел и клапанов встречается всего несколько разновидностей дефектов:
- фаски покрыты раковинами либо нагаром, но их форма не изменена;
- фаски покрыты нагаром и раковинами, при этом их форма изменена.
В последнем случае на поверхности детали может образоваться что-то наподобие ступенек. Помимо этого, коническая форма фаски может измениться и стать закругленной.
Классификация паст
Паста для притирки клапанов классифицируется по степени обработки поверхностей: для первоначальной обработки – крупно-, для окончательной – мелкозернистая. Последний вариант пользуется большой популярностью, так как такую продукцию рекомендуются мастера, занимающиеся ремонтом двигателей. Мелкозернистая паста позволяет быстро и правильно притереть клапаны. При этом многое зависит не от состава средства, а от состояния фасок и самих деталей. К тому же притирка клапанов своими руками получается далеко не у каждого. При самостоятельной обработке рекомендуется использовать обычный состав, за тюбик.
Не стоит покупать самую дорогую пасту. Если в ней и возникнет потребность, то можно приобрести ее в процессе.
Всегда ли нужны шарошки
А может, поставить новые клапаны?
При замене деталей стоит особое внимание уделить их качеству. Высота клапанов в любом случае должна быть одинаковой. Не допускается наличие шероховатостей и рисок на торцах, стержнях и уплотняющих рабочих фасках. Рекомендуется перед установкой нового комплекта отполировать детали до блеска. Данный процесс должен осуществляться не только на стержнях клапанов, но и на черной шейке клапана, и на плоской тарелке. Благодаря такой обработке детали будут меньше обрастать нагаром и нагреваться. При обработке уплотняющие фаски трогать не рекомендуется. Их следует только притереть к седлам.
Притирочная паста
Притирка клапанов своими руками. Как притереть клапаны своими руками без инструмента?
При ремонте двигателя нередко требуется притирка клапанов. Это ответственная работа, для выполнения которой необходимо иметь под рукой соответствующий инструмент. Конечно, можно обойтись и без него. Итак, как осуществляется притирка клапанов своими руками?
Особенности притирки в обоих случаях
Если форма фаски не нарушена, проводится обычная притирка. Если же имеются дефекты, деталь сначала обрабатывают при помощи токарного станка, а седла клапанов зачищаются шарошками конической формы. При этом особое значение имеют размеры приспособлений.
Притирка клапанов. Как притереть клапана своими руками
Для начала седла клапанов обрабатываются шарошкой, имеющий угол 45°, затем верхний поясок срезают шарошкой с углом в 15°, а в нижней части седла снимают фаску с углом в 75°. Также допускается обработка деталей абразивными кругами и ручной дрелью. При этом инструменты должны иметь углы 45°, 15° и 75°.
Стоит учесть, что притирка клапанов ручной дрелью или отверткой отнимает много времени. Для ускорения процесса можно применять электрический инструмент, который может провертываться в обе стороны, а также постепенно вращаться по окружности.
Для чего надо притирать клапаны
Как известно, в цилиндрах мотора происходит создание определенного рабочего давления, которое толкает поршень вниз. При не достаточно сильном давлении, происходит падение мощности двигателя. Это явление встречается на машинах, которые недавно прошли капремонт и причина заключается в некачественно проведенной притирке клапанов. Вот почему происходит потеря давления.
Поэтому рекомендуется самостоятельно осуществлять притирку, для того чтобы получить максимально качественный результат и не допустить повторную разборку двигателя.
Что нужно для того, чтобы притирать клапаны
Если вы решитесь на самостоятельную притирку клапанов, вам следует подготовить необходимый инструмент и средства. Для работы вам нужно подготовить специальную пасту для притирки клапанов, которая на упаковке имеет индекс 1 и 2, что показывает зернистость гранул, которые в ней содержаться. Вам понадобиться оба этих вида. Также вам нужен будет
инструмент для притирки клапанов, с помощью которого и будет производиться эта процедура.
Перед притиркой следует оценить в каком состоянии находятся клапана. Если клапан изогнутый, не нужно восстанавливать его самостоятельно, так как без применения высокоточных приборов не получиться добиться идеально точной геометрии. Проще приобрести новый клапан.
Притирка клапанов своими руками
Притирка клапанов своими руками — наша тема сегодня. Один из этапов капремонта двигателя состоит в комплексе работ с ГБЦ. Какие-то работы могут быть выполнены самостоятельно, что позволит сохранить, лишние деньги, и сделать работу качественнее. Одной из разновидностей этих работ является притирка клапанов. Далее представлена последовательность самостоятельной притирки клапанов.
Ручная притирка клапанов
Технологически это несложный процесс, поэтому притереть клапаны может практически каждый. Сначала на рабочей поверхности клапана или тарелке наносится паста После клапан должен быть помещен внутри приспособления для притирки, установлен на своем штатном месте и прижат к ГБЦ. Затем надо вращать его в стороны, открывая периодически клапан.
Завершив первоначальную притирку, следует достать из приспособления клапан, изучить результат работы и проделать то же с помощью пасты .
Нужно запастись терпением, так как этот процесс является довольно долгим и нудным, ведь на двигателе имеется 16 клапанов и на их притирку уйдет много времени.
правильная чистка и притирка клапанов C16NZ
Притирка клапанов своими руками
Притирка клапанов дрелью
Для ускорения процесса притирки, можно пользоваться электродрелью. Принцип работы здесь аналогичный, просто все идет гораздо быстрее. Вам надо обязательно, проверить наличие реверсного режима на дрели и возможности регулирования скорости вращения.
При использовании для притирки дрели, надо приобрести переходник для клапанов. Также как в других случаях, вращение происходит в обе стороны, с использованием паст № 1 и .
Надо избегать попадания пасты на стержень клапанов, ведь чтобы ее удалить потом потребуется керосин. Гнезда под тарелки клапанов, должны иметь одинаковый размер, поэтому требуется регулярная проверка их размеров.
Притирка клапанов своими руками теперь не проблема.
Понравилась статья? в соц.сетях!
Процесс притирки клапанов
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.
После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.
Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.
ПРИТИРКА КЛАПАНОВ за 5 минут!!! Быстро, дешего, легко! Притираем клапана своими руками!
После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.
Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.
Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.
Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.
Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Требуемый инструмент для притирки клапанов
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Притирка клапанов своими руками
Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя. Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.
Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.
При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.
Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.
1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов своими руками одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.
Используют ее для того, чтобы обработать поврежденную поверхность седла.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.
Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как обычно, для закрепление нашего материала мы предлагаем вам посмотреть видео о ток, как притереть клапана своими руками подручными средствами.
Притирка клапанов своими руками.
В момент проведения капитального ремонта движка любого транспортного средства обязательно нужно делать протирку клапанов. Последняя необходима для того, чтоб обеспечить клапанному механизму герметичность и улучшить коэффициент компрессии. С первого взгляда вам, возможно, может показаться, что это непростая работа, однако это не так, ведь притирка клапанов своими руками не потребует от вас применения какого-либо специального технического оборудования и квалификации ремонтирующего, поэтому справиться с ней может каждый.
Инструменты.
Для притирки вам потребуется подготовить металлический стержень.
На данный стержень нужно надеть резиновый шланг, диаметром равным диаметру клапана. Это будет ваш основной и единственный инструмент.
Правда, если захотите ускорить процесс ремонта, то его можно заменить дрелью.
Притирка клапанов своими руками: порядок действий.Разбираем силовой агрегат.
- Первым делом снимаем навесное оборудование, которое служить помехой при работе с головкой цилиндра. Затем крепим в верхнюю мертвую точку поршень первого цилиндра, сливаем охлаждающую жидкость. После чего осуществляем демонтаж выпускного и впускного коллектора. Получив доступ к головке, демонтируем сразу воздушный фильтр, а затем и крышку клапанов, только не забудьте предварительно зафиксировать шкив распредвала. Чтобы это сделать, можно взять отвертку и упереть ее в специальную шпильку. Далее снимаем со шкива ремень ГРМ, то есть откручиваем болт и шайбу крепления шкива и снимаем последний с распределительного вала. Теперь выкручиваем болты крепления и снимаем головку блока цилиндров. Но делать это нужно так, чтобы один из концов распредвала обязательно вышел за границы крышки ремня газораспределения.
Осуществляем демонтаж клапанов.
Промываем клапана и их седла бензином.
Наносим на промытые седла притирочную (она же алмазная) пасту и устанавливаем клапан на свое место. Делаем это следующим образом.
Надеваем на клапан подготовленный металлический инструмент (если притирка будет делаться с использованием дрели, то клапан ставят в ее патрон) и, очень аккуратно поворачивая его во все стороны, прижимаем его к седлу.
При этом очень важно во время данной работы отслеживать цвет кромки клапана и его седла. К концу притирки он должен стать равномерно серым.
Перед тем как завершить работу, клапан следует опять промыть бензином, полностью удалив остатки притирочной пасты. В противном случае герметичность работы клапана очень быстро выйдет из строя.
Кстати, проверка герметичности клапана является последним этапом работы по притирке клапанов своими руками. Для проведения этой проверки налейте керосин в камеру сгорания. Если на протяжении трех минут из последней не будет сочиться никакая жидкость, значит, герметичность клапана в порядке. Ну, а если керосин все же будет проступать, следовательно, притирку нужно продолжать.
Для чего притирать клапаны
В процессе работы на тарелках клапанов, а также на седлах образуется нагар. Он препятствует герметичному закрытию впускного и выпускного клапана. Для нормальной работы двигателя это очень важно. Ведь после того, как на такте впуска топливно-воздушная смесь была втянута в камеру сгорания, поршень сжимает ее, поднимаясь в свою верхнюю мертвую точку. Впускной и выпускной клапаны должны быть закрыты. Чем сильнее будет степень сжатия, тем эффективнее и экономнее будет работа двигателя. Разумеется, при неплотной посадке впускного клапана в седло максимального сжатия и эффективного сгорания смеси уже не будет со всеми вытекающими отсюда последствиями.
Однако для того, чтобы исправить положение, нет особых сложностей. Больше времени и сил приходится расходовать на снятие головки блока цилиндров и самих клапанов. Кроме того, высока вероятность отсутствия необходимости притирать каждый из них.
Притирка клапанов своими руками
Практически каждый владелец старенького автомобиля отечественного или иностранного производства предпочитает ремонтировать его своими силами. В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
Немного матчасти
Для тех, кто не в курсе, стоит пояснить, что клапаны находятся в головке блока цилиндров. Для каждого цилиндра имеется минимум два клапана (в большинстве автомобилей). Один клапан обеспечивает впуск топливно-воздушной смеси в цилиндр (камеру сгорания) из впускного коллектора, а другой – выпускает отработанные газы в выпускной коллектор.
Разумеется, открываются клапаны поочередно. Похожи клапаны на гвоздь. Головкой, которую еще называют тарелка, они обращены внутрь цилиндра. В закрытом состоянии головка клапана находится в седле и герметично закрывает камеру сгорания, прижимаясь к седлу рабочей фаской.
Как определить, что клапан нужно притирать
Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а разница в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
- Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты. Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла. Для препятствия этому на шток можно надеть кусочек войлока.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Какую притирочную пасту использовать
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов. Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве. А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор.
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.
Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.
Притирка клапанов своими руками
Демонтаж головки блока цилиндров и притирка клапанов. Необходимый инструмент и особенности проведения работы. Также смотрите видео.
В процессе капитального ремонта силового агрегата проводится обязательная притирка клапанов. Это необходимо для обеспечения герметичности клапанного механизма и улучшения коэффициента компрессии. Несмотря на кажущуюся сложность, притирка клапанов не требует специального оборудования и особой квалификации мастера.
Перед проведением работ необходимо запастись необходимым инструментом. Для ускорения процесса можно воспользоваться дрелью, при её отсутствии изготавливается ручной инструмент.
Для него понадобится металлический стержень, на который необходимо одеть резиновый шланг, совпадающий по диаметру с клапанами.
Все процедуры проводились на автомобиле ВАЗ 2110. На других моделях процедура ничем не отличается.
Порядок действий по выполнения притирки клапанов:
По завершении подготовки можно приступать к разбору силового агрегата. В первую очередь снимается всё навесное оборудование, мешающее работе с головкой блока цилиндров. Поршень первого цилиндра устанавливается в верхнюю мёртвую точку и сливается охлаждающая жидкость. Демонтируется впускной и выпускной коллектор.
После получения доступа к головке снимается воздушный фильтр и крышка клапанов. Теперь можно демонтировать саму головку блока цилиндров, но перед этим необходимо зафиксировать шкив распределительного вала. Для этого достаточно упереть отвёртку в специальную шпильку. После этого со шкива снимается ремень ГРМ. Отворачивается болт и шайба крепления шкива и он снимается с распределительного вала. После этого выкручиваются болты крепления и производится демонтаж головки. Её необходимо сдвинуть таким образом, чтобы один конец распределительного вала вышел за пределы крышки ремня газораспределения.
После снятия головки блока производится демонтаж клапанов. Клапана и их седла должны быть тщательно промыты бензином.
После этого на седла наносится притирочная (алмазная) паста и клапана устанавливаются на место.
На стержень клапана одевается подготовленный инструмент. Если же притирка проводится с помощью дрели, то клапан устанавливается в её патрон. Во время притирки стержень должен аккуратно поворачиваться во все стороны и быть прижатым к седлу.
Во время работы необходимо обращать внимание на цвет седла и самого клапана. Об окончании притирки можно судить по равномерному серому цвету на кромке клапана и его седле.
По завершении работ клапана вновь промываются бензином. Необходимо полностью удалить остатки притирочной пасты, иначе герметичность работы клапанного механизма будет быстро нарушена.
Теперь необходимо проверить герметичность клапанов. Для этого в камеры сгорания налейте керосин. Если керосин на протяжении 3х минут не просочится из камер сгорания, то герметичность в порядке. Если жидкость прошла, то продолжаем производить притирку клапанов дальше.
Притирка клапанов
После замены клапанов надообязательно выполнить их притирку. Если вы устанавливаете клапана без притирки, есть риск, что они будут пропускать воздух или бензин в закрытую камеру сгорания. Кроме того, иногда может потребоваться и притирка старых клапанов: основной признак того, что клапана требуют притирки, – это разная компрессия в цилиндрах, при которой автомобиль дергается на холостых оборотах.
Обратите внимание: прежде чем приступать к притирке старых клапанов, их нужноочистить от нагарас помощью металлической щетки, после чего проверить на биение с помощью специального прибора.
Для притирки клапанов необходимы следующие инструменты и материалы:
2.Инструмент для притирки клапанов. Если специального инструмента у вас нет, приспособление для притирки клапанов можно изготовить своими руками с помощью дрели и резинового шланга.
3.»Шарошка» для клапанного гнезда. Она понадобится в том случае, если седло клапана повреждено или прогорело – в таком случае, прежде чем притирать клапан, нужно обработать седло с помощью «шарошки».
Притирку клапанов следует проводитьна разобранной ГБЦ. Выполняется она следующим образом:
На фаску клапана наносится притирочная паста по кругу.
На стержень клапана надевается пружина, клапан вставляется в направляющую втулку со стороны камеры сгорания.
Чтобы в направляющую втулку не попала притирочная смазка, стержень клапана следует предварительно смазать графитовой смазкой.
На стержень клапана надевается инструмент для притирки. Если речь идет о самодельном инструменте из дрели – натянуть резиновый шланг.
Притирать клапан, попеременно прижимая его к седлу, а потом ослабляя усилия. Если речь идет о притирке с помощью дрели, следует включить ее на минимальные обороты в реверсивном режиме, если о ручном инструменте – вращать по очереди в обе стороны на пол-оборота.
Притирку клапана следует проводить до тех пор, пока на фаске не появится «поясок» серого цвета шириной 1,5 мм. В то же время на седле клапана должен появиться блестящий «пояс» такой же ширины – около 1,5 мм.
После притирки клапан и седло клапана следует протереть чистой тряпкой и промыть бензином, чтобы удалить остатки притирочной пасты.
Процедуру притирки следует повторить для каждого клапана.
После того как притирка клапана завершена, можно проверить его герметичность. Для этого необходимо поставить клапан с пружинами и сухарями, положить головку набок и налить керосина в канал, закрытый клапаном. После этого следует подождать несколько минут: если керосин не поступает в камеру сгорания, значит, клапан герметичен.
Снятие и шлифовка клапанов | Как работает автомобиль
Хорошо двигатель производительность зависит от клапан условие. Изношенные направляющие или штоки, а также обгоревшие или плохо сидящие клапаны позволяют газ убежать под сжатие , что приводит к плохому запуску и потере мощности.
Пружины клапана тоже может повлиять на работу двигателя. Со временем они ослабевают, заставляя клапаны «подпрыгивать» на своих седлах при закрытии.
Удаление клапанов
Сжатие пружины клапана.Поддержите крышка цилиндра прочно соберите на подходящей скамейке или рабочей поверхности. Следите за тем, чтобы оставалось достаточно места для хранения снятых деталей, а также чтобы картонные коробки и чистая газета оставались чистыми и безопасными.
Отверните гайки или болты крепления впускного патрубка. многообразие в сторону цилиндр глава; удалить его вместе с карбюратор если возможно.
На некоторых двигателях карбюратор откручивается и снимается до того, как вы сможете получить доступ к гайкам или болтам коллектора (см. Замена прокладки выпускного коллектора ).
Поместите узел коллектор / карбюратор в чистое безопасное место, желательно на листе газеты.
Аналогичным образом снимаем выхлопной коллектор со стороны головки и поместите вместе с впускным коллектором.
На некоторых двигателях впускной и выпускной коллекторы устанавливаются и снимаются как одно целое.
Отверните гайки или болты, удерживающие термостат корпус к ГБЦ. Снимите крышку и снимите термостат.
При необходимости открутите и снимите датчик температуры передатчик со стороны ГБЦ.
Поверните головку блока цилиндров на бок и подпереть ее опорами для снятия клапанов. Поместите клапан-пружину компрессор над клапаном, ближайшим к передней части головы.
Удаление цанг.Сжимайте пружину клапана до тех пор, пока две разрезные конические цанги вокруг верхней части шток клапана можно удалить. Следите за тем, чтобы не уронить их, они легко теряются.
Медленно отпустите компрессор, пока он не освободится, затем снимите узел пружины клапана и снимите клапан с головки.Соедините все части клапана вместе для проверки позже. Отбросьте сальники (если есть).
Повторите процедуру снятия клапана на остальных клапанах в правильном порядке и поместите компоненты в порядке их удаления на пронумерованный лист чистой бумаги или вставьте их в кусок картона.
В качестве альтернативы можно использовать старую головку блока цилиндров. прокладка • хранить клапаны в правильной последовательности.
Каждый клапан должен быть установлен в исходное положение при повторной сборке, как отдельные клапаны, направляющие клапана и седла клапана носить по-разному.
Удаление углерода
Очистка внутренних частей коллектораУдалить все углерод отложения из ГБЦ камеры сгорания и порты клапана , используя подходящий скребок, например тупую отвертку, и проволоку. щетка .
Будьте очень осторожны, чтобы не порезать поверхность седел клапана или обработанную поверхность головки, особенно на головке из алюминиевого сплава.
Очистите обработанную поверхность головки блока цилиндров, чтобы удалить все остатки старой головки на хранение — используйте гладкую сторону лезвия ножовки или скребок для краски.
Опять же, будьте осторожны, чтобы не поцарапать и не повредить лицо.
Соскребите, пока лицо не станет гладким и плоским. Прокладки головки модема имеют покрытие из смолы, которое прилипает к поверхности и часто бывает трудно удалить. Убедитесь, что вы удалили все это.
Очистка головки клапана с помощью электродрели, зажатого в тисках.Очистите нагар от каждого клапана по очереди. Зажмите шток клапана в патроне установленной на стойке электродрели или, если необходимо, закрепите в тисках.По возможности поверните на малой скорости и осторожно удалите отложения отверткой.
головка клапана можно разгладить очень мелкой наждачной бумагой. Не забудьте сохранить клапаны в порядке их снятия.
Осмотрите поверхность и край каждого клапана, ища канавки , ямы и другие признаки повреждений. Если клапаны обгорели, погнуты или повреждены, замените их.
Проверьте седла клапана в головке на наличие канавок, точечной коррозии и особенно трещин.
Небольшие точечные дефекты обычно можно удалить шлифованием.Более серьезная точечная коррозия устраняется повторной подрезкой седла клапана в инженерной мастерской.
Очистка камеры сгорания проволочной щеткой.Очистите весь нагар и грязь внутри впускного и выпускного отверстий с помощью проволочной щетки чашечного типа, установленной в патроне электродрели. Защитите глаза очками.
Устойчивые частицы углерода можно удалить, осторожно соскоблив тупой отверткой, а затем проволочной щеткой.
Проверка направляющих клапана
Проверьте шток клапана и направляющую, пытаясь перемещать клапан из стороны в сторону в направляющей.Обратный клапан направляющих для износа, сначала вставив клапан в соответствующую направляющую, а затем слегка приподняв клапан над седлом.
Попробуйте переместить головку клапана из стороны в сторону. Если перемещение головки клапана превышает 0,007 дюйма (0,2 мм), направляющая клапана или шток клапана могут быть чрезмерно изношены — проверьте спецификации производителя, приведенные в руководстве по обслуживанию, или обратитесь к местному дилеру.
Блок цилиндров с гильзами
Держите деревянный брусок над цилиндрами, чтобы гильзы не поднимались.Если движение слишком велико, повторите испытание с новым клапаном. Если он имеет меньшее движение, старый шток клапана изношен и клапан необходимо заменить. Если движение по-прежнему слишком велико, значит, изношена направляющая, и головку блока цилиндров следует отнести в инженерную мастерскую для замены всех направляющих.
Проверьте шток клапана и направляющую, пытаясь перемещать клапан из стороны в сторону в направляющей.Если направляющие интеграл часть головки блока цилиндров, их можно развернуть — открыть — до большего размера для установки новых клапанов с увеличенными штоками клапанов.Эту работу тоже стоит доверить машиностроительной мастерской.
Шлифовка и установка клапанов
Обычно клапаны должны быть земля , или «притертыми» к их соответствующим гнездам, чтобы гарантировать газонепроницаемость тюлень . Пришлифуйте каждый клапан (включая новые клапаны) вручную, используя инструмент для заточки клапанов и пасту для заточки клапанов.
Присоедините присоску на шлифовальном инструменте к торцу клапана.На некоторых современных автомобилях поверхности клапана иметь тонкий слой, который нельзя удалять.При установке клапанов с покрытием используйте старый клапан для молоть седло клапана.
Нанесите чистое моторное масло на шток клапана и прикрепите головку клапана к присоске на конце шлифовального инструмента.
Нанесите тонкий слой шлифовальной пасты на скошенный край головки клапана и полностью вставьте клапан в его направляющую.
Отшлифуйте клапан в седле, вращая шлифовальный инструмент между ладонями вперед и назад.Вращайте шлифовальный инструмент вперед и назад между ладонями, одновременно вдавливая инструмент и клапан в гнездо.
Через минуту непрерывного шлифования поднимите клапан с седла, поверните его примерно на 45 градусов, затем продолжайте процесс шлифования еще минуту.
Повторите процедуру шлифования, периодически меняя положение клапана, пока обе головки клапана не фланец а седло клапана имеет ровный матово-серый вид, что указывает на то, что клапан и седло полностью контактируют.
Клапан и седло
Сиденье должно иметь матово-серый цвет без ямок и других дефектов.Головка клапана должна иметь небольшой шаг между торцом и седлом. Следует заменить клапан с острым краем.Если на седле остается небольшая точечная коррозия, используйте пасту для грубого помола, а затем пасту мелкого помола.
Когда все клапаны притерты, снимите их и разместите каждый в порядке снятия.
Промыть ГБЦ, горение камеры и порты клапанов тщательно смазать парафином, чтобы удалить все следы шлифовальной пасты.
Просушите головку сжатым воздухом из шина стопа насос , и продуйте все масляные каналы и отверстия для болтов.
Удалите все следы шлифовальной пасты с клапанов, не забывая хранить их в порядке удаления.
Смажьте каждый шток клапана чистым моторным маслом и установите клапаны в соответствующие положения в головке.
Установите сальник на шток клапана.Если есть сальники, соответствовать новые на штоки клапана, стараясь не повредить кромки уплотнения.Всегда устанавливайте новые клапанные пружины.
Поместите новую пружину клапана и колпачок пружины на шток клапана, обращая внимание на то, что конец пружины с закрытой спиралью обычно устанавливается рядом с головкой.
Сжимайте пружину клапана с помощью инструмента для сжатия до тех пор, пока две разрезные конические цанги не войдут в положение между крышкой пружины и штоком клапана.
Медленно отпустите компрессор, пока обе цанги не зафиксируют вместе колпачок пружины и шток клапана.
Снимите инструмент для компрессора и повторите процедуру установки клапана на остальных клапанах в том порядке, в котором вы их сняли.
Очистка поршней и блока цилиндров
Удалите нагар с днища поршня.Очистите поршень коронки и поверхность блока цилиндров, чтобы удалить излишки нагара и остатки старой прокладки головки блока цилиндров перед заменой головки блока цилиндров.
Чтобы предотвратить попадание грязи или частиц углерода в двигатель во время очистки, при необходимости закройте масляные и водяные каналы на лицевой стороне блока цилиндров кусками чистой безворсовой ткани.
Цилиндр отверстия также следует заткнуть чистой тканью, чтобы частицы грязи не попадали между поршнями и стенками цилиндров.
Используйте скребок, например гладкую сторону ножовки, чтобы аккуратно удалить все следы прокладки головки блока цилиндров. Будьте очень осторожны, чтобы не поцарапать и не повредить лицо.
Поверните коленчатый вал гаечным ключом или головкой на болте шкива коленчатого вала, чтобы подвести каждый поршень к верхней части своего цилиндра.
На двигателях со съемными цилиндрами (с мокрыми гильзами) крепко прижмите деревянный брусок к верхнему краю всех цилиндров во время вращения коленчатого вала.
Это предотвращает цилиндр лайнеры от подъема, когда поршни поднимаются вверх по отверстиям, и гарантирует, что охлаждающая жидкость уплотнения внизу гильз цилиндров не нарушены.
Когда каждый поршень находится на ВМТ , используйте мягкий скребок, например деревянный брусок, чтобы аккуратно соскрести нагар с его коронки, оставив небольшое углеродное кольцо вокруг внешнего края, прилегающего к стенке цилиндра.
Отполируйте головку поршня мелкой наждачной бумагой.
Блок цилиндров с гильзами
Держите деревянный брусок над цилиндрами, чтобы гильзы не поднимались.Очистите отверстия цилиндра и отверстия под болты от нагара и грязи, используя либо сжатый воздух от ножного насоса шины, либо пылесос очиститель.
Убедитесь, что в отверстиях нет частиц углерода.
Очистите поверхность блока, отверстия цилиндров и головки поршней чистой тканью, смоченной бензином или парафином, а затем высушите их.
Будьте осторожны, чтобы не загореться — например, не курите.
Нанесите тонкий слой чистого моторного масла на каждую стенку отверстия цилиндра, а затем удалите кусочки ткани из масляного и водяного каналов.
Сделай сам с низким энергопотреблением: притирка клапана — CPGNation
Мы недавно обновили набор оголовков на 30 000 миль для нашего бюджетного ремонта LT-1. В то время как мы потратили деньги на новые пружины, соответствующие нашему кулачку, клапаны хорошо очистились, и мы решили использовать их повторно. Осмотр показал небольшие изъязвления на уплотнительной поверхности, и хотя они могли быть в порядке, мы знали, что они могут быть немного лучше.
Коричневое кольцо — область контакта, оно было изъедено и изношено.
Ручная доводка клапанов была частью регулярного технического обслуживания автомобилей в начале 1900-х годов, но освященная веками церемония вышла из моды с появлением современных технологий. Сегодняшние двигателестроители имеют передовое оборудование, которое идеально режет седла клапанов и клапаны лучше, чем когда-либо могла бы сделать любая рука. Тем не менее, есть время и место для всего, и многие ведущие производители двигателей все еще бегают по ним, чтобы убедиться.
В случаях, подобных нашему движку, это шаг, который нельзя пропускать.Каждый раз, когда вы меняете седла, повторно шлифуете клапаны или вставляете новые клапаны в существующее седло, рекомендуется притереть их и убедиться, что они сидят на своих местах.
Поскольку паста для притирки клапанов представляет собой очень абразивную пемзу, есть правильный и неправильный способ ее применения. Когда все сделано правильно, пемза разрушается между поверхностями по мере того, как они стираются вместе. Вот почему звук переходит от песчаного к плавному. Затем клапан поднимается и поворачивается на четверть оборота, чтобы выпустить новую пемзу на поверхность, и движение повторяется.
Правильное движение — это быстрое движение руки вперед-назад, которое равномерно работает с пемзой. Обман, вращая их в дрели, вырезает канавку в сиденье, и этого следует избегать. Если вы ДОЛЖНЫ использовать электроинструмент, аккуратно подбросьте его и обязательно поднимите и поверните несколько раз. Предмет представляет собой однородную посадочную поверхность, не допускающую их механической обработки. Тише едешь — дальше будешь.
Новая совмещенная область будет представлять собой гладкое серое кольцо как на клапане, так и на седле, что позволит клапану издавать твердый звук чашечки при падении на место.Обязательно тщательно очистите все следы состава и мусора по окончании. Несоблюдение этого требования приведет к тому, что на нем останется песок, который приведет к серьезным повреждениям. Следуйте инструкциям и посмотрите, как это делается.
Вам понадобятся инструменты:
Шлифовка клапанов 4 двигателя: 8 ступеней
Я включаю предложение по нанесению меток времени, которые на двигателях с верхним кулачком необходимо будет повторно собрать таким же образом до правильных меток. но дистрибьютор должен быть помечен на них (скорее всего), так как вам иногда приходится снимать его, чтобы снять головку / с
, конечно, у новых двигателей нет дистрибьюторов, у них есть пакеты катушек и т. д.
Я использовал краску различных типов, но я всегда очищаю небольшое пятно рядом с намеченными отметками.
чем-то вроде карбонового спрея, вы, скорее всего, можете использовать ацетон или скипидар, возможно, средство для снятия лака с пальцев, это гарантирует, что краска останется на шестерне привода ГРМ или ремень и область рядом с отметкой
(блок / литье или зубчатая передача)
сохраните большую часть ваших отметок краски на видимой стороне, чтобы вы не повернули ремень назад по ошибке
В общем, найдите время, чтобы выяснить, какие отметки предполагаются для согласования, просмотрев руководство для вашего двигателя или спросив автозону.возможно, посетите библиотеку, сделайте копию или нарисуйте хорошее изображение, как если бы вы работали над v6 0r v8 с большим количеством кулачков и балансиров, вам действительно нужно
знать, где каждая из них помечена
На небольших 4-цилиндровых двигателях с Нет в блоке балансировки RS или, может быть, с одним кулачком, вы, вероятно, сможете обойтись, просто нарисовав отметки на звене цепи и шестерне или на ремне и его зубчатом колесе для приводов типа ремня
(кулачок).
Скажу за отсутствием меток совмещения ГРМ: можно краской сделать свой.
ПОПЫТАЙТЕСЬ НАЙТИ МЕТКИ (синхронизация)
В большинстве случаев я начинаю свою работу (работу клапана) с поворота двигателя в верхнюю мертвую точку на поршне номер 1, это обычно приводит метки синхронизации в нормальное положение, где вы можете проверить точно, где каждая из 3 или 4 меток совмещена (на шестернях). Если вы обнаружите, что кулачок или кулачки выровнены, но не видите метку от кривошипа, просто промойте место на цепи и звездочке растворителем (упоминалось ранее). зуб и на сопрягаемую цепь используйте зуб и сопряженное звено, чтобы быть осторожным, чтобы нанести достаточно маленькое пятно краски, чтобы не запутаться, на каком звене он находится, хорошо?
ИСПОЛЬЗУЙТЕ КРАСКУ ДЛЯ БЫСТРОСОСЫХАНИЯ ИЛИ БЕЛЫЙ ПОЛИК ДЛЯ НОГТЕЙ.
ЭТА МЕТКА ДЛЯ ОПРЕДЕЛЕНИЯ ИЛИ ПОКРАСКИ МАРКИ ДОЛЖНА БЫТЬ СДЕЛАНА ПОСЛЕ ЛЮБЫХ ИСПЫТАНИЙ НА СЖАТИЕ, ПОТОМУ ЧТО ДВИГАТЕЛЬ НЕ ПЕРЕМЕЩАЕТСЯ, ДО ТОГО, КАК ВЫ НЕ ДОЛЖНЫ ПЕРЕУСТАНОВИТЬ ГОЛОВКУ
НА БЛОК (НЕ ПЕРЕМЕЩАЙТЕ РУЧКУ во время или во время СНЯТИЯ ГОЛОВКИ). **
, когда вы будете готовы установить головки, вы можете немного переместить метки, чтобы переместить их в то же место, используя свою руку и гаечный ключ, не забудьте вернуть кулачок в то же положение, прежде чем
надеть или прикрутить кулачок на головку или когда кулачок уже прикручен к головке (двигатели с верхним расположением кулачков)
**** если ваш двигатель является натяжным двигателем, не переворачивайте двигатель, удерживайте кривошип и кулачки в том же месте, когда они разделены
Имейте 2 кулачки на двигателе или 4 кулачка? Отметьте их, нанесите пятно краски на передний и задний кулачки или прикрепите бирку с помощью ef if — er = ir ect
, не перепутайте их.(например, передний выпускной кулачок, передний впускной кулачок, или, если у вас двигатель с двумя головками, два задних кулачка)
После того, как вы сделаете отметки, возьмите болты, удерживающие головку, скорее всего, вам понадобится
удалить все верхние кулачки ОК СМОТРЕТЬ КРЫШКИ, КОТОРЫЕ ЗАКРЕПИВАЮТ КРЫШКИ, ВИДИТ ЦИФРЫ И СТРЕЛКИ НА ВЕРХНЕЙ КРЫШКЕ? ХМ? Нет ?
НУ ВАМ НУЖНО ОТМЕТИТЬ КАЖДУЮ КРЫШКУ И НАБОР СТРЕЛКУ ИЛИ НОМЕР
ЕСЛИ ВЫ СМЕШИТЕ ЭТО, ВЫ РАЗРУШИТЕ СВОЙ ДВИГАТЕЛЬ ИЛИ ГОЛОВУ
, если вы не уверены в положении колпачков (числа?), Попробуйте сопоставить царапины, видимые на нижний кулачок
журнал они похожи на отпечатки пальцев
там могут быть набор цифр и буква, например E на одном кулачке (CAP) и аналогичный номер и буква N
, если цифры и буквы невидимы, сделайте свои собственные буквы и цифры сделать так, как этот
возьмите отвертку или номер ледяного рисунка, держатели кулачков (выступ), начиная с одного конца, скажем, от 1 до 5, затем, дополнительно говоря о головках сдвоенных кулачков, поставьте e или x для выпускных кулачков? только рядом с крышками выпускных кулачков (двойной кулачок требует большего количества отметок)
Более 1 кулачка? сделайте что-то подобное (последний абзац) для задней головки, но держите детали подальше от кулачков 1-й головки (храните их, чтобы не смешивать их)
Колпачки кулачков Я кладу колпачки в крышку клапана после проверки номеров колпачков сохраните их, чтобы заменить то же самое место на шейках кулачка
Снимите все необходимые болты впускного коллектора с головки и снимите их в сторону, снимите все болты выпускного коллектора и снимите выпускной коллектор в сторону. вы от удаления головы и связанных частей.
ЕСЛИ ВЫ ПРИНИМАЕТЕ ЗВЕЗДОЧКУ ИЛИ ШЕСТЕРНЮ КАМЕРЫ, ЧТОБЫ ВЫБРАТЬ ЕГО ИЗ ЦЕПИ,
ОТМЕТИТЕ ЕЕ И ЗАТЕМ НАЗАДИТЕ (после), ЧТОБЫ НЕ СМЕШИВАТЬ ИХ, МОЖЕТЕ ИСПОЛЬЗОВАТЬ КРАСКУ, ЧТОБЫ ОТМЕТИТЬ ИХ КАК КАМЕРА 1 ИЛИ КАМЕРА 2 ИЛИ 3 ИЛИ 4 В КАЧЕСТВЕ
ВЫ МОЖЕТЕ УСТАНОВИТЬ КАМЕРУ В ТОЧКЕ, КОТОРОЕ НЕ ПРЕДНАЗНАЧЕНЫ ДЛЯ УПРАВЛЕНИЯ ЕГО ОТ ПОВОРОТА ВО ВРЕМЯ ослабления ЗАТЯЖКИ ЗУБЧАТЫХ ШЕСТЕРН ИЛИ БОЛТОВ НЕ ДОПУСКАЙТЕ ПОВОРОТ КАМЕРЫ, КОГДА ВЫ ОТСОЕДИНЯЕТЕ КАКУЮ ШЕСТЕРНЮ ИЛИ КОНЦЕВОЙ БОЛТ ОНА МОЖЕТ РАЗРУШИТЬ КЛАПАНЫ, если ОНА ПОВОРОТЕТСЯ, поэтому ПРЕДУПРЕЖДЕНИЕ НЕ ДОПУСКАЙТЕ ПОВОРОТ КЛАПАНА ПРИ РАЗБОРКЕ ШЕСТЕРНИ ИЛИ ЧАСТЕЙ
(пневматический ударный гаечный ключ полезен для удаления больших болтов, если они затянуты, но не должны использоваться для маленьких болтов, таких как 1/2 0r 13 мм (только на 17 мм или больше) И ОТСОЕДИНИТЕ ФИКСИРУЮЩИЙ БОЛТ / S КУЗОВА ПЕРЕДАЧИ ОТСОЕДИНЯТЬ ЛЮБЫЕ КОЛПАЧНЫЕ БОЛТЫ. ИХ В ОБЛАСТЬ МЕЖДУ ЦЕПЬЮ И ДНОМ МАСЛЯНОГО ПОДДОНА, ВЫ НЕ ХОТИТЕ, ТОГДА Я ВАШ МОТОР »! ЕСЛИ ВЫ БРОСИТЕ ОДИН В ЗВОНИТЕ И СПРОСИТЕ МАШИНА О ЧТО ПРОИЗОШЛО, используйте большую пару тисков, чтобы заблокировать кулачок и удерживать его, или, если вы можете попытаться снять кулачок и шестерню, не снимая, я использовал трубный ключ, чтобы держите кулачок
, но он может соскользнуть, и помните, что вы не можете позволить кулачку вращаться (на двигателях с помехами), если ваша шестерня имеет большие отверстия, вы можете иногда воткнуть металлический стержень в отверстие, чтобы заблокировать его, чтобы он действительно повернулся зубчатый болт)
СОВЕТЫ «
, если вы не уверены в положении колпачков, попробуйте вычислить царапины на нижней цапфе кулачка
, они похожи на две половинки, а иногда их можно сопоставить по образцам царапин от износа
, если у вас есть повреждение колпачка. или журнал, вы можете немного сгладить его (слегка) наждачной бумагой с зернистостью 320, натянутой вокруг гнезда очень маленького размера (после этого очистите всю пыль).
CAM CAM CAM НЕ ОСТАНОВИТСЯ НА МЕТКУ ИЗ-ЗА ПРУЖИН
Если вы обнаружите, что кулачок, установленный на правильную метку, прыгает в другое место, необходимо
удерживать или заблокировать его, пока вы завершаете позиционирование, любые оставшиеся шестерни / цепь и т. Д. пара зажимов тисков
, прикрепленных к кулачку в каком-то месте, не обработанном на станке.
РАСПРЕДЕЛИТЕЛЬНЫЕ ОТВЕРСТИЯ
Некоторые двигатели, такие как
GM 2.4 используйте отверстия в кулачковых шестернях, в которые вы вставляете болт или сверло при выравнивании
, остерегайтесь вариаторных кулачковых шестерен gm 2.4, так как там 2 шестерни расположены друг над другом, и вы не должны позволять
двум шестерням скользить на другой зуб или он не будет работать (серьезно)
2,4 — двигатель сложно опереться, их спрятаны болты за устройством натяжения цепи и т. д.
На железных блоках и / или головках я использую перматексный шеллак с индийской головкой для герметизации пятен ржавчины
, даже если это не быть совершенно необходимым, это может предотвратить образование ржавчины на металле
, которая вызовет точечную коррозию и приведет к повреждению прокладки (используйте ваше собственное суждение).
Если вы работаете с Ford SOHC V-8, натяжитель цепи Gas TYPE находится за крышкой привода ГРМ
, ее будет очень трудно сжать, если вы снимете шестерню, поэтому, если у вас
есть кусок дубовой древесины, вы может сделать клин и ударить его
по цепи, чтобы натяжитель не выпрыгивал, когда вы снимаете верхнюю шестерню
. Если он все же выйдет, вам будет сложно снова надеть свое снаряжение.
кулачок ослаблен.
Газ под давлением T Ensioner
Знайте, какой тип T Ensioner у вас на двигателе, если он имеет давление газа
type T Ensioner вам в большинстве случаев потребуется удалить это потому, что вы не сможете
надеть цепь или ремни на кулачки, так как они расширятся и будут плотно прилегать.
Если вы все же снимете газовый нагнетатель T Ensioner для повторного использования, вы будете нужно медленно
снова сжать его обратно в корпус цилиндра, чтобы вы могли вставить его достаточно глубоко, чтобы вставить штифт
в фиксирующее отверстие на стороне рядом с резиновым чехлом, который нужно удалить, как штифт гранаты
только после всех передач цепи / ремни на месте и прикручены.
Требуется большое усилие, чтобы протолкнуть тиски T Ensioner : вам нужно будет поместить его в большие магазинные тиски и медленно в течение 4 или 5 минут затянуть тиски
до упора. отверстие выровнено с большим весом, и вы испортите конец натяжителя
. Я положил их под машину и использовал домкрат, чтобы медленно сжимать их.
не забудьте дать им время, чтобы они двигались медленно, скажем, 4 или 5 минут.
при замене узла коромысла на 4-цилиндровом двигателе Honda civic, будьте осторожны, когда узел
начинает затягивать часы, чтобы увидеть, соприкасаются ли все коромысла с соответствующими штоками клапана. согните выпускной клапан
вбок. ОСТОРОЖНО, просто подтолкните его к верхней части штока, чтобы он не заедал, когда вы приближаете его к вытягиванию
, даже если некоторые выступы высоки, и надавите на узел, когда вы затягиваете его на кулачок головки. на месте
понимаете?
В цилиндрах Nissan 4 или V-6 используется гидравлический натяжитель, если ваша цепь издает шум при нагревании двигателя, это может означать, что коренные подшипники изношены! работа цепи
не поможет в этом, у вас большие проблемы, поэтому проверьте давление масла «с горячим мотором».
У вас старый мотор переднего колеса GM с плохим кулачком? не хотите тоже вынуть мотор
из-за рамы бокового крыла? затем поднимите двигатель домкратом, снимите всасывающий и толкающий стержни
и все подъемники (используйте тиски для подъема подъемников), крышку привода ГРМ и шестерню. Затем сдвиньте кулачок
в сторону, пока он не ударится по металлу над рамой коробки (немного домкрат двигатель). используйте сверло
, чтобы просверлить ряд отверстий в виде полукруга, немного большего, чем кулачок из
, и через жестяную банку за колесной аркой, согните металл назад (колесо снято)
и вытяните кулачок через заслонку, он будет сэкономить
работы и иногда замену двигателя.Установите новый кулачок и подъемники ».
Приложите негерметичное уплотнение кривошипа к боковой части, где вы не сможете извлечь его отверткой
? Возможно, потребуется просверлить небольшое отверстие в корпусе уплотнения через тонкий оловянный корпус
( (осторожно, не просверливайте коренной подшипник)
и вставьте достаточно длинный винт для листового металла в отверстие, чтобы
вы могли потянуть винт (с уплотнением), чтобы вытащить старое негерметичное уплотнение
Эти несколько автомобилей с затонувшим уплотнение будет трудно выровнять новое уплотнение, чтобы протолкнуть его в
Я в это время вырезал небольшой кусок пластика сбоку от пластиковой бутылки
и обернул его вокруг носика коленчатого вала (временно) так, чтобы резина новая кромка на новом уплотнении может скользить по пластиковому рукаву как рожок для обуви, а новый
Уплотнение не опрокидывается, когда вы вставляете уплотнение в углубление.
всегда наносите смазку или масло на новое уплотнение.
УТЕЧКА МАСЛЯНЫХ УПЛОТНЕНИЙ И РЕМНЕЙ ГРМ
Если уплотнения кулачка или коленчатого вала протекают, а у вашего двигателя есть ремень (ремни)
, вам необходимо заменить все без исключения уплотнения на поврежденном кулачке или коленчатом валу
, если вы позволите масло Чтобы продолжить протекать на ремень ГРМ
, это иногда (в зависимости от ремня) приводит к его быстрому разрыву, возможно
всего за 2 месяца и потенциально в течение года он может сломаться.
Лучше всегда использовать новый ремень, но если После этого не мойте масло на ремне
обезжиривающим средством или затем используйте жидкое мыло или очиститель для духовки и т. д.
Для экономии времени при снятии некоторых головок, что «болты головки» можно снять
без предварительного снятия кулачка? просто выньте болты: когда будете готовы, поднимите конец головки
дальше от шестерни / шестерни, что позволит вам снять ремень с шестерни / шестерни и снимите головку
и кулачок одним куском,! оставьте регулировку в покое. если вы фрезерете головку, она может ослабнуть, поэтому отрегулируйте ремень, если
у него есть ручной натяжитель ремня (информацию о натяжении сжатого газа см. выше!) ok
НИКОГДА НЕ ЗАБУДЬТЕ ЗАТЯНИТЬ БОЛТ ИЛИ БОЛТЫ РАСПРЕДВАЛА ПЕРЕД ЗАВЕРШЕНИЕМ РАБОТА ОК?
Фрезы седел клапана — NEWAY
О Neway Cutters
Neway предлагает широкий выбор фрез для седел клапана для всех областей применения.Если у нас еще нет на полке того, что вам нужно, мы можем запустить индивидуальный фрезу на необходимый диаметр и угол. Изготовили фрезы на станки седла клапанов на авиамоделях (диаметр седла 3/8 дюйма, да, три восьмых одного дюйма с диаметром седла ), и мы производим фрезы, которые будут обрабатывать немного больше шести дюймов. Скорее всего, ваша работа упадет где-то в между.
Фрезы для седел клапана Newayне зависят от области применения.То есть резак не волнует, мощный ли это автомобильный двигатель или старинный мотоцикл, или голова самолета. Если резак подходит, и это правильный угол, это правильный резак. Наши уникальные твердосплавные лезвия подходят для обработки любого седла клапана. материал, от самого жесткого до самого мягкого.
ФрезыNeway оснащены регулируемыми твердосплавными лезвиями. Пока угол зафиксирован в инструмента, лезвия регулируются внутрь и наружу так, чтобы каждый резец имел свой соответствующий рабочий диапазон.Рабочий диапазон это не то же самое, что диапазон регулировки полотна. Диапазон регулировки лезвия говорит нам, как далеко и как далеко могут доходить лезвия для данного резака, но поиск подходящего размера фрезы — это не просто поиск в пределах досягаемости лезвий (подробнее ниже).
В поисках подходящего резака — короткое и сладкое
РАЗМЕР Используйте размер клапана (диаметр головки клапана) чтобы помочь вам найти лучший диаметр фрезы.Диаметр корпуса фрезы (желтая часть) должна быть примерно того же размера, что и клапан. В Как правило, корпус фрезы может быть на 1/8 дюйма больше, чем клапан, или На 1/4 дюйма меньше клапана.
УГЛЫ Найдите нужные углы. Сделать правильный клапан работа вам понадобится три угла: контактная поверхность и два «сужения» углы »непосредственно над и под контактной поверхностью.Почти все клапаны 45 градусов. Если у вас нет спецификаций OEM для углов сужения мы рекомендуем стандартные 30 ° — 45 ° — Профиль 60 °.
ПИЛОТЫ Убедитесь, что у вас есть совместимые пилоты. с выбранными резаками (пилоты малых серий для использования с мелкосерийными фрезами и т. д.). Нажмите здесь, чтобы узнать больше о выборе пилота
КОРПУС, КЛЮЧ, ПРИНАДЛЕЖНОСТИ Выберите последние штрихи.В надлежащем комплекте Neway должны быть резаки, пилоты, чемодан, гаечный ключ и аксессуары.
В поисках подходящего резака — многословный и подробный
Ищете фрезы для одного седла клапана или для сборки набор фрез для ряда двигателей, процесс в основном то же самое: используйте размер (а) клапана, чтобы определить подходящий диаметр (а) фрезы, а затем ищите правильные углы.
Так как же использовать размер клапана, чтобы подобрать фрезу подходящего размера? Его легко, используйте функцию «Найти» Функция поиска Cutter. Это сгенерирует короткое список фрез, рабочий диапазон которых включает указанный вами размер клапана.
Рабочий диапазон фрезы
Рабочий диапазон фрезы учитывает вероятность возгорания стенка камеры или какое-либо другое препятствие может мешать корпусу фрезы (желтая алюминиевая деталь).
Понимание того, что мы подразумеваем под рабочим диапазоном, является ключом к поиску подходящего фрезы размер, поэтому давайте рассмотрим его. Начнем с диаметра корпуса фрезы, это наша точка отсчета (за одним исключением, Мини-резаки с фиксированным лезвием. Диаметр корпуса фрезы не имеет отношения к этой специальной небольшой группе фрез). Когда диаметр корпуса фрезы составляет 1-1 / 4 дюйма или больше, лезвия будут регулировать наружу на 1/8 дюйма, что позволяет фрезу обрабатывать до диаметра 1/4 дюйма больше, чем корпус фрезы.Так, например, если корпус фрезы составляет 1-1 / 2 дюйма лезвия могут достигать диаметра 1-3 / 4 дюйма. Это общее правило. большого пальца, но это относительно точно.
Внутренний рабочий диапазон определить немного сложнее. Фактически внутрь Регулировка диаметра лезвий имеет значение только тогда, когда мы знаем фрезу корпус сможет прилегать к седлу клапана, поэтому величина зазора вокруг седла клапана имеет тенденцию быть более важным фактором, чем фактическая досягаемость лезвий.В большинстве случаев будет некоторая поверхность Головка блока цилиндров — обычно стенка камеры сгорания или головка блока цилиндров колода — это ограничит размер фрезы. В конце концов, неважно, как лезвия могут выдвигаться далеко внутрь, если резак невозможно установить на седло клапана.
Мы обнаружили, что 1/8 дюйма (3 мм) — довольно безопасный показатель, который можно использовать, когда вы пытаетесь определить внутренний рабочий диапазон фрезы.Под этим мы подразумеваем там это очень хороший шанс (90%), что резак будет работать, даже если размер клапана на 1/8 дюйма меньше диаметра корпуса резца. Это разница в размерах — 1/8 дюйма (3 мм) — который мы используем при определении малой стороны рабочего диапазон. Если у вашей конкретной головки блока цилиндров очень большой зазор вокруг седел клапана, вы должны принять это во внимание. Его вполне возможно, что резак, который на 5 или 6 мм больше, чем клапан, может подходит просто отлично, если у вас достаточно свободного пространства вокруг сиденья.
Мы предпочитаем использовать размер клапана в качестве ориентира, потому что размер клапана — это термин, который ясно понимается, тогда как размер седла клапана может означать разные вещи (размер вставки седла клапана? OD посадочной поверхности? ID посадочной поверхности?) Рабочий диапазон фрезы всегда указывается с Что касается размера клапана, как в «резак CU620 (диаметр 1-1 / 2») будет работать на седлах, где размеры клапана находятся в диапазоне от 1-3 / 8 дюймов до 1-3 / 4 дюйма. наше общее практическое правило, которое говорит вам, на что способен резак.Возьми диаметр корпуса фрезы, прибавьте 1/4 дюйма и вычтите 1/8 дюйма, и это ваш общий рабочий диапазон.
Когда корпус фрезы больше клапана, шанс успеха уменьшается по мере увеличения разницы в размерах. Вот шансы на успех, когда клапан меньше корпуса фрезы:
Вероятность того, что резак подойдет
- Клапан на 3 мм (примерно 1/8 дюйма) меньше корпуса фрезы 90%
- Клапан 4 мм (прибл.150 дюймов) меньше, чем корпус фрезы 70%
- Клапан на 5 мм (около 0,200 дюйма) меньше корпуса фрезы на 50%
- Клапан на 6 мм (0,236 дюйма) меньше корпуса фрезы Менее 50%
Эти вероятности не являются абсолютной истиной, поэтому, пожалуйста, не тащите нас в суд над ними. У каждого резака, который мы производим, есть своя страница на этом сайте. и рабочий диапазон, и фактический диапазон регулировки лезвия равны перечисленные на этих страницах.
Заявленный рабочий диапазон фрезы имеет еще одно соображение.Это связано с ролью конкретного угла в нашем Сиденье с 3 углами наклона (угол контакта или угол сужения). Следующий пример иллюстрирует суть.
Допустим, у нас есть старый двигатель VW с воздушным охлаждением, и мы собираемся сократить следующие три угла; 15 градусов, 45 градусов, 75 градусов. В случае 45 градуса посадочной поверхности внешний диаметр (OD) этой поверхности будет немного меньше диаметра клапана, поэтому любой резец, способный дотянуться до того же размера, что и клапан, было бы нормально.Для 15 градус верхнего угла сужения рассказ другой. В этом случае мы будем нужен резак, который может отрезать на диаметр, который на немного больше, чем размер клапана, на определенную величину (мы используем 2 мм (0,080 дюйма) в качестве общей рекомендации). Этот расчет привязан к рабочему диапазону фрезы. То есть, если лезвия фрезы с углом 15 градусов фактически достигают 38 мм, рабочий Диапазон для этого фрезы будет 36 мм как самый большой клапан.
В большинстве случаев вы обнаружите, что существует два или три разных диаметра фрезы. это могло бы работать для заданного размера клапана. Вы сузите свой выбор если учесть нужные углы.
Односторонние фрезыи двусторонние
Просматривая наши фрезы, вы увидите, что мы предлагаем как односторонние (только одноугловые) и двусторонние (двухугольные) фрезы.Двусторонние фрезы предлагают удобство использования двух углов на одном инструменте при одноугловой фрезы позволяют приобрести нужный угол без придется платить за второй угол на противоположной стороне фрезы (фрезы цена зависит от количества твердосплавных лезвий на фрезе). С вам понадобится способность разрезать три угла, которые вы можете закончить тремя односторонние резаки или один двусторонний резак и один односторонний резак.В любом случае это действительно не имеет значения, миссия здесь — просто Покройте наш размерный ряд тремя нужными нам углами.
Когда есть несколько резаков на выбор, другие соображения могут помогите нам свести это к нулю. Например, у нас может быть выбор между фрезы с пятью лезвиями и фрезы с тремя лезвиями.
Фрезы с пятью лезвиями и фрезы с тремя лезвиями
Резак с пятью лезвиями будет работать быстрее, чем резак с тремя лезвиями, и лезвия прослужит дольше, но если вы собираетесь использовать его время от времени скорость не может быть большим фактором.Пятилопастные фрезы стоят дороже, чем трехлопастные, Поскольку цена на фрезу зависит от количества твердосплавных лезвий на фрезе. Для работы с седлом клапана, требующей удаления большого количества материала, например, при увеличении размера седла клапана, пять лезвий определенно то, что нужно. По точности есть никакой разницы между ними.
Стандартная серия / малая серия (и серия для тяжелых условий эксплуатации)
Neway предлагает три различных серии фрез и пилотов седел клапана: стандартные серия, малая серия и серия для тяжелых условий эксплуатации.Фрезы стандартной серии работают с пилотами стандартной серии (верхний размер 0,375 дюйма), в то время как резаки малой серии работа с пилотами малой серии (верхний размер 0,297 дюйма). Фрезы для тяжелых условий эксплуатации пилоты (верхний размер 0,572 дюйма) предназначены для обслуживания очень больших седел клапанов, примерно от 3 дюймов до 6 дюймов в диаметре. Используются фрезы / пилоты стандартной серии. для автомобилей, мотоциклов и квадроциклов, морских судов, самолетов и дизельных двигателей в целом; или, в частности, если диаметр головки клапана составляет от примерно От 1 дюйма (25 мм) до примерно 2-3 / 4 дюйма (70 мм).Используются фрезы / пилоты малых серий на двигателях силового оборудования, мотоциклов и квадроциклов, морских судов и некоторых автомобильных и дизельные двигатели. Что касается диаметра головки клапана, мелкосерийные фрезы / пилоты используются на самых маленьких клапанах, 5/8 «(16 мм) или даже меньше, до 1-5 / 8» (41 мм). Помните, что мы предпочитаем использовать диаметр головки клапана в качестве ориентир, когда мы описываем рабочий диапазон нашего сиденья фрезы.
Есть «зона перекрытия», где вы можете выбрать между резаки / пилоты малой серии или резаки / пилоты стандартной серии.Ваш на решение в первую очередь будет влиять тип двигателя, который вы обслуживают. Если вы работаете с двигателями силового оборудования (Briggs, Honda, Колера и т. Д.) Лучше всего использовать мелкосерийные каттеры и пилоты. Все наши комплекты силового оборудования состоят из резцов / пилотов небольших серий. Если вы работаете с автомобильными двигателями, стандартные серии — это способ go, за редкими исключениями. На момент написания (октябрь 2016 г.) в США всего около полдюжины автомобильных головок блока цилиндров.С. там, где необходимы фрезы малой серии (диаметром 1 дюйм). Для подавляющего большинства малых седел клапанов в автомобильных головках диаметром 1-1 / 8 дюйма или 1-1 / 4 дюйма Фрезы стандартной серии диаметра подойдут.
При работе с головкой для мотоциклов / квадроциклов ваши инструменты могут быть небольшими сериями, все стандартные серии или некоторые из них. Прежде чем приступить к обсуждению вопросов, связанных с «а-а-а-а», вот небольшой урок по созданию набора для резки. Когда вам нужны фрезы различных размеров, чтобы охватить ваш диапазон, вам следует выбирать фрезы в 1/4 дюйма шаги по диаметру корпуса фрезы (например, 1 дюйм, 1-1 / 4 дюйма, 1-1 / 2 дюйма и т. д.). Это наиболее эффективный способ собрать комплект. Когда вы смотрите на различные комплекты мотоциклов, которые предлагает Neway, вы увидите, что многие из них содержат Фрезы / пилоты малых серий диаметром 1 дюйм и стандартные серии диаметром 1-1 / 4 дюйма резаки / пилоты, поэтому происходит разрыв между мелкими сериями и стандартными сериями при диаметре 1-1 / 4 дюйма (см. КМ2650 например). Однако также возможно выберите мелкосерийные фрезы того же диаметра (почти такого же диаметра это).Фрезы малых серий №128 и №102 (диаметром 1-5 / 16 дюймов) прекрасно подойдут. покрывают тот же рабочий диапазон, что и фрезы стандартной серии на 1-1 / 4 дюйма диаметр, но в этом подходе есть одна небольшая загвоздка. Когда ты идешь с мелкосерийные фрезы диаметром 1 дюйм и 1-5 / 16 дюймов очень малые вероятность наличия седла клапана там, где резец 1 дюйм слишком мал и резак 1-5 / 16 «слишком велик. Этот зазор можно устранить, используя более длинное из двух лезвий (лезвие TC250), которые используются в резаках диаметром 1 дюйм. (см. Замена лезвия).Другие аргументы в пользу использования Фрезы стандартной серии диаметром 1-1 / 4 дюйма выглядят так: а) стандартные серия предлагает большее разнообразие углов резки, б) стандартная серия предлагает выбор между пятилопастными и трехлопастными фрезами, а также в) стандартные серия предлагает более широкий диапазон размеров пилотов, и некоторые из этих размеров важно для работы на мотоцикле. Аргумент в пользу использования фрез для малых серий (Диаметром 1-5 / 16 дюймов) просто оставалось бы в пределах одной серии и сэкономило бы деньги на пилотов.Когда у вас в комплекте есть обе серии резаков будут, скорее всего, какие-то размеры, для которых вам понадобятся обе серии пилоты такого же размера; например, пилот малой серии 5 мм и пилот 5 мм пилот стандартной серии. Вы увидите это «дублирование» на многих мотоциклах. комплекты, потому что будут двигатели с очень маленькими сиденьями и направляющими 5 мм там, где понадобятся мелкосерийные фрезы и другие двигатели с направляющими 5мм где потребуется резак стандартной серии.
Взаимодействие клапана с седлом клапана (седло 45 ° против седла 46 °)
Первое, что нужно понять о посадке с натягом между клапаном и седло клапана является его целью: предотвратить обратное столкновение. Просто это просто. Если поверхность клапана имеет больший угол, чем у седла клапана у вас есть обратная помеха, и это нехорошо. Обратная интерференция создает, очевидно, возможность утечки сгорания.
Второе, что нужно знать об угле интерференции, это то, что даже когда это не указано, всегда будут небольшие помехи спроектирован в соответствии.То есть, даже когда OEM призывает к «невмешательству» подходят (например, клапан 45 градусов, седло 45 градусов) они делают это со знанием дела что допуски как на угол торца клапана, так и на угол седла клапана будет содержать небольшое количество посадки с натягом.
При изготовлении клапана должен быть допуск на поверхность клапана. угол, и этот допуск может выглядеть так: 45 градусов, плюс ноль, минус 30 минут. Таким образом, угол наклона торца клапана может составлять от 44 до 1/2 градуса. до 45 градусов, или немного схитрили в сторону «плоской» стороны 45 градусов.Для угла посадки допуск будет прямо противоположным: 45 градусов, плюс 30 минут, минус ничего. В этом случае угол наклона сиденья может быть любым. от 45 градусов до 45-1 / 2 градусов, или обманывают в сторону «крутой» стороны 45 градусов. Теоретически в этом случае у вас может быть клапан на 45 градусов. лицо и угол седла 45 градусов (клапан на крутой стороне допуска и посадочное место на плоской стороне допуска), но на практике производители будут приближать детали к середине допуска, чтобы мы заводим клапаны, которые находятся под углом 44-3 / 4 градусов, и седла, которые около 45-1 / 4 градуса.Вы, скорее всего, найдете только этот уровень детализации по чертежам к деталям. Это не будет указано в сервис-мануалах. или технические бюллетени.
Конечно, когда дело доходит до проверки вашей работы после ремонта клапана сиденье, будет большая разница во внешнем виде между невмешательством посадка и посадка с натягом на один градус. Используя Dychem, берлинскую лазурь или какой-нибудь другой тип макетной жидкости машиниста, чтобы проверить контакт, вы увидеть всю ширину седла клапана, контактирующего с лицевой стороной клапана при ремонте с посадкой без натяга (от 45 ° до 45 °).Полная ширина этой поверхности появится, несмотря на небольшое общее вмешательство (около ½ от один градус) между углом торца клапана и углом седла клапана (как описано выше). При полном угле пересечения в один градус будет только тонкая линия. появляются на лицевой стороне клапана. Эта линия показывает контакт на внешнем крае поверхности 46 градусов (наружный диаметр посадочной поверхности) или точки, в которой Поверхность сиденья 46 градусов соответствует более плоскому углу рельефа, непосредственно прилегающему к нему, обычно 31 градус.Важно понимать, что сидение поверхность изменится («вклинивается»), как только двигатель запустится, так что Посадочная поверхность клапана на всю ширину будет контактировать с поверхностью клапана. Это имеет решающее значение для обеспечения контакта с клапаном всей ширины посадочной поверхности. поскольку клапан должен передавать тепло через этот контакт.
Некоторые производители двигателей по-прежнему требуют полного угла натяжения в один градус. (Клапан 45 градусов, седло 46 градусов), но тенденция была к «невмешательству» подходят (или, точнее, меньше помех при посадке) вот уже несколько лет.В Причина этого в том, что материалы клапана и седла клапана намного сложнее. в наши дни производители могут придерживаться гораздо более жестких допусков, чем перед.
Хотя мы всегда придерживаемся спецификации OEM для данного приложения, в в большинстве случаев обрезка сиденья под углом 45 градусов не имеет недостатка, даже если требуется посадочная поверхность под углом 46 градусов или наоборот. Если ты собираешься чтобы отклониться от спецификации OEM, убедитесь, что угол торца клапана в учетную запись.Например, некоторые двигатели Toyota требуют установки сиденья под углом 45 градусов. поверхность с клапаном на 44 градуса. В этом случае сиденье с углом 46 градусов не будет была бы такой отличной идеей, потому что имела бы 2 степени интерференции (44 градуса клапан, седло 46 градусов).
Мини-резаки с фиксированным лезвием
Мини-резаки с фиксированным лезвием используются там, где диаметр головки клапана составляет около 22 мм (около 7/8 дюйма) или меньше, или в ситуациях, когда фрезы диаметром 1 дюйм слишком большие.Диаметр корпуса фрезы для алюминия для этой подгруппы фрез составляет всего 3/4 дюйма (19 мм), а твердосплавные лезвия приклеиваются на место в комплекте диаметр. Конечно, лезвия нельзя регулировать или заменять. Диаметр перечисленные для каждой соответствующей фрезы представляют собой внешний диаметр фиксированные твердосплавные лезвия, поэтому мы используем несколько иной подход к расчету определить, какой резак использовать для данного приложения.
Вот «формула» выбора подходящего резака с фиксированным лезвием: диаметр головки клапана и найдите фрезу, диаметр которой ( OD фиксированного лезвия) немного больше, где-то от 1.От 5 мм (около 0,060 дюйма) до 2,5 мм (около 0,100 дюйма) — это идеальный вариант. Нам нужно, чтобы лезвие выступало за пределы диаметр головки клапана, но не настолько большой, чтобы рисковать зацепиться за стенку камеры или другое препятствие.
Трехугловые седла клапана
Если вы новичок в работе с седлом клапана, возможно, вы не совсем понимаете, что означает седло клапана с тремя углами наклона, хотя это сразу становится очевидным, когда вы сделайте свою первую работу с клапаном.Седло клапана должно быть лентообразной поверхностью с равномерная ширина и четко определенные внутренний и внешний диаметры. Единственный способ создания такой поверхности — иметь углы рельефа выше и ниже фактическая посадочная поверхность или контактная поверхность. Да конечно есть только один угол, с которым клапан уплотняется, но это два угла сброса выше и ниже посадочной поверхности, которые фактически определяют эту поверхность. Мы называем эти углы рельефа «углами сужения», поскольку углы сужают посадочную поверхность сверху или снизу.В углы сужения дают вам возможность контролировать ширину сиденья поверхность, а также расположение посадочной поверхности на торце клапана, еще один важный компонент работы клапана.
Углы сужения также влияют на то, как ГБЦ «дышит». поэтому производители двигателей уделяют этим поверхностям особое внимание. Получение правильной комбинации углов или добавление четвертого или пятого угол, может сильно повлиять на поток.Это одна из причин, по которой вы Вы увидите много разных углов в предлагаемых нами фрезах.
Способы токарной обработки фрезы
Повернуть резаки Neway можно тремя разными способами. Вручную, используя либо простой Т-образный ключ или ключ Easy Turn, или моторизованный PU-1800 Power Блок. Т-образный ключ (TW505, TW513 или TW503) входит в состав большинства комплектов и подходит для случайного пользователя. Мы думаем иметь под рукой Т-образный ключ, даже если вы можете вашего поворота с каким-либо другим устройством.Т-образный ключ отлично подходит для очень деликатная работа и для ситуаций, когда вы хотите сделать очень легкий резать. Обратной стороной является то, что это может быть медленным, если ваша работа включает в себя изрядный вывоз со склада.
Ключ Easy-Turn (TWEZ) работает быстрее, чем T-образный ключ потому что вы можете продолжать вращать фрезу без остановки и начинаешь менять хватку. Ключ Easy-Turn имеет подпружиненный так что вы можете применять равномерную прижимную силу или скорость подачи.
Блок питания ПУ-1800 (ПУ1800А), также называемый моторным приводом, это самый быстрый и простой способ повернуть фрезы. Он имеет переменную мотор-редуктор постоянного тока, поэтому вы можете полностью контролировать скорость вращения резца. Устройство быстро и легко перемещается по рельсовому пути, поэтому требуется совсем нет времени переходить от одного седла клапана к другому. Шестигранный суппорт (PU1517-AM) свешивается с двигателя и устанавливается на резак. Оператору нужно только приложить прижимную силу, достаточную для резки.
Шлифовка / доводка клапанов двигателя | Гриммер Моторс Гамильтон
Что такое заточка клапана?
Клапаны в двигателе выполняют несколько функций. Во-первых, они должны обеспечивать поступление топлива и воздуха. Затем они должны заглушить двигатель. Когда происходит сгорание двигателя, выпускной клапан также должен позволять сгоревшим газам выходить из камеры сгорания.
Притирка клапана (обычно называемая работой клапана или притиркой клапана) может иметь решающее значение для правильного функционирования клапанов / уплотнений.Это процесс сглаживания клапанов двигателя, чтобы они могли эффективно герметизировать седло клапана в головке блока цилиндров, чтобы полностью герметизировать камеру сгорания двигателя.
Когда нужна шлифовка клапана / работа?
По мере увеличения пробега вашего автомобиля клапаны могут выйти из строя и потребовать ремонта. Это связано с постоянным движением и нагревом двигателя. Благодаря достижениям в области технологий изготовления клапанов, большинству современных двигателей никогда не потребуется шлифовка клапанов. Однако, если есть проблема с клапаном, седлом клапана, толкателем клапана или коромыслом, то, возможно, потребуется снять головку цилиндра, чтобы установить новый впускной или выпускной клапан.На этом этапе может потребоваться притирка клапана (ов) или его работа / притирка.
Старые автомобили (до 1970-х годов), где гораздо больше подвержены сгоранию клапанов, и часто требуется регулярная шлифовка клапанов.
Работа клапана дает механикам возможность тщательно осмотреть остальную часть вашего двигателя, включая головки цилиндров и блок двигателя. Любые трещины или утечки в этих компонентах могут привести к вытеканию масла из автомобиля и перегреву.
Симптомы повреждения клапана включают:
- Повышенный расход топлива
- Двигатель работает неровно
- Белый дым выхлопных газов
- Дыхание из выхлопной трубы двигателя
- Недостаточная мощность двигателя
Подробнее о неисправности клапана двигателя>
Из чего состоит заточка клапана?
- Клапан (ы) сняты с двигателя и подготовлены к очистке.
- Углеродистые отложения удаляются с клапана, при этом необходимо проявлять особую осторожность, чтобы не поцарапать и не повредить поверхность клапана.
- Клапан отшлифован для создания равномерного равномерного рисунка на торце клапана.
- Клапан снова устанавливается в головку блока цилиндров и притирается пастой для шлифования клапанов.
Шлифовка, обслуживание и ремонт клапанов двигателя в Гамильтоне
Правильное обслуживание двигателя может значительно продлить срок службы вашего автомобиля.В Grimmer Motors мы можем снять головку блока цилиндров вашего двигателя и организовать надежный и качественный ремонт и замену клапанов. Это позволит вашему двигателю работать нормально.
По вопросам шлифовки и обслуживания клапанов двигателя в Гамильтоне обращайтесь в Grimmer Motors прямо сейчас!
Обратите внимание: , как правило, мы не храним на складе и не поставляем только «запчасти» для этой услуги. Мы — мастерская по ремонту автомобилей. Если вы сможете доставить свой автомобиль к нам, мы сможем диагностировать проблему, найти и установить необходимые детали или организовать для вас соответствующее обслуживание.
СВЯЗАТЬСЯ С НАМИ
Клапаны[Архив] — Форум райдеров квадроциклов
Просмотр полной версии: Клапаны
dvx304racer
07-21-2008, 19:54
Мне просто интересно, может ли кто-нибудь сказать, какая марка лучше для клапанов kibblewhite или vesrah, спасибо
cataway
07-21-2008, 08 : 11 PM
, если я могу спросить, что вы ожидаете от клапанов?
airmobile101
21.07.2008, 23:15
Первоначально отправил dvx304racer
Мне просто интересно, может ли кто-нибудь сказать, какой бренд лучше для клапанов kibblewhite или vesrah спасибо
Не знаю, я установил клапаны Вешры, когда делал апгрейд ДРЗ.Я гоняю за зайцами и пока не имею с ними проблем. Не думайте, что вы бросите клапаны, не притирая их. Клапан представляет собой механически обработанную деталь. Вы не ласкаете его, он будет протекать. Тогда тебе повезет, если байк вообще заведется. Просто вставьте клапаны и выполните проверку на герметичность. Слейте немного газа во впускные и выпускные отверстия. Если вы видите, как газ выходит из седла клапана, значит, он не герметичен. Начни притирку !!!! Думаю, мне потребовалось около 3 часов, чтобы наконец запечатать шахту. Поверьте, руки болели от притирания !!!
dvx304racer
07-22-2008, 05:40 AM
cataway Я заменил эти клапаны, потому что я их отрегулировал 3 раза, и тиканье ухудшается каждый раз, и спасибо за работу по притирке
cataway
07-22-2008, 17:22
да ладно, пожалуйста, поймите, есть некоторые виды клапанов, которые вы не прижимаете, вы можете притирать колпачки, но что касается других, проверьте сначала
airmobile101
07-22- 2008, 18:41
Первоначально отправил cataway
ну, пожалуйста, поймите, есть некоторые виды клапанов, которые вы не прижимаете, вы можете прижать чулки, но что касается других, проверьте сначала
Действительно?? Тогда я предполагаю, что это клапаны KB, те самые, которые мой приятель настаивал на том, что их не нужно притирать ??? Те самые клапаны, которые так сильно протекали, что его двигатель еле заводился.Когда он запускался, он начинал шипеть. Тогда он не работал бы ни хрена.
ВЫ ДОЛЖНЫ НАКЛЮЧАТЬ КЛАПАНЫ !!!!!!!!!! ПЕРИОД!!! Как я уже сказал в предыдущем посте, если вы мне не верите, сделайте тест потока. Установите новые клапаны, независимо от того, кто их делает, затем слейте немного топлива в выпускные или впускные отверстия на головке. Если через 5-10 минут у вас возникла утечка, и она едва заметна на клапанах, значит, все в порядке. Но, если вы заметили протечку сразу же, то вам нужно прижаться. 0 утечки трудно найти, это просто вопрос того, насколько она протекает.ВЫ НЕ ХОТИТЕ, ЧТО ЭТО УТЕЧКА В МИНУТУ !!!!!!
airmobile101
23.07.2008, 03:05
Извините за приведенное выше заявление. Это звучало довольно резко. Я просто не понимаю, как можно добавить клапаны и ожидать, что они будут отлично работать. Нет притирки? Думаю, это новая голова с новыми клапанами. Я читал об отказе от притирки на Z400central.com. Мой приятель узнал об этом на собственном горьком опыте.
cataway
07-23-2008, 03:23 AM
Я знаю, что сказал «что?», Когда впервые замечаю, что не притирает клапаны SS, лучше всего держаться подальше от KW и Ferreas. забирает в любом случае
airmobile101
23.07.2008, 03:55
Я слышу это !!;)
dvx304racer
23.07.2008, 14:23
хорошо, ребята, спасибо за отвечая на мой вопрос, но что ты имеешь в виду под притиркой ???
cataway
07-23-2008, 15:54
Первоначально отправлено airmobile101
Я это слышу !!;)
это то, что мне только что сказал Рон Хэмп
«Любой неазотированный клапан в DRZS уйдет со стороны впуска. Ferreas kbs. Кроме того, клапаны должны быть обработаны твердым покрытием или азотированы, как стандартные клапаны, с которыми мои клапаны Ferrea имеют покрытие и не могут быть притерты.»
cataway
07-23-2008, 16:00 PM
Первоначально отправлено dvx304racer
хорошо, ребята, спасибо, что ответили на вопрос, но что вы имеете в виду под притиркой ???
http://www.affordablegokarts.com/valve-lapping.php
airmobile101
25.07.2008, 01:12 AM
Первоначально отправил catawayэто то, что мне только что сказал Рон Хэмп
«Любой неазотированный клапан в DRZS уйдет со стороны впуска. Ferreas kbs. Кроме того, клапаны должны быть обработаны твердым покрытием или азотированы, как стандартные клапаны, с которыми мои клапаны Ferrea имеют покрытие и не могут быть притерты.»
Таааааааааааааааааааааааааааааинамоне Вам придется заново обрезать седла клапана ??? Я так понимаю, что там с покрытием. Я знаю это. У меня вопрос, как вы собираетесь их использовать, если там лечить? Вы не можете влезть в них и ожидать, что они запечатываются.
cataway
25.07.2008, 04:13
Я собираюсь пойти на ThumperTalk и спросить Рона Хампа
airmobile101
25.07.2008, 20:00
LOL , Я не беспокоюсь об этом. Это хорошая тема для обсуждения .;)
Wheatez
26.07.2008, 23:04
Первоначально отправил airmobile101Тааааааааааааааааааааааааааа одному курсе больше нет необходимости резать седла клапана ??? Я так понимаю, что там с покрытием.Я знаю это. У меня вопрос, как вы собираетесь их использовать, если там лечить? Вы не можете влезть в них и ожидать, что они запечатываются.
Да, вы должны повторно надрезать седла, чтобы не прижать клапан … разрушает покрытие и выйдет из строя намного быстрее.
Powered by vBulletin® Версия 4.2.1 Copyright © 2021 vBulletin Solutions, Inc.
Сравнение шлифовальных станков для клапанов —
ОК, ребята. Вскоре вы увидите, что это не коммерческое предложение. Я не могу участвовать в этом обсуждении, не будучи тщательным и не отвечая на множество вопросов, которые никто не задавал.Я сейчас извиняюсь.
KwikWay (производство в США)
Я начал продавать станки для шлифования клапанов еще в середине восьмидесятых, когда я взял территорию для KwikWay. В то время битва велась между KW и Sioux, и машины обменивались примерно каждые два года. Нормальная цена была около 2500 долларов. Времена изменились, и меняются ожидания…
Финиш на KW был и остается лучше всего, что я видел с тех пор. Доступно больше марок колес и больше источников для этих колес, чем для любой другой машины.Алмазный правник — это самая продуманная система из любой вентильной машины. Когда в 20-х годах появился KwikWay, были настоящие гении дизайна.
У KW есть неотъемлемая проблема в конструкции патрона с шестью шариками. Даже если патрон начинается почти идеально, пандусы изнашиваются быстрее, чем закаленные шары, поэтому любые попытки восстановить исходную точность бесполезны. Единственная надежда заключается в том, что оператор не допустит попадания шлифовального масла / абразива в патрон, чтобы он не изнашивался преждевременно. Тем не менее, у конструкции с шестью шарами есть преимущество, если она работает правильно.
Шток патрона вращается независимо от состояния штока. Головка клапана круглая, даже если смещена на несколько десятых. К счастью, с восьмидесятых годов KW многое узнал о производстве прецизионных патронов. Конструкция refacer KW хороша, если патрон работает правильно. У KW было около девяноста лет, чтобы понять это правильно.
Цена на KW лучшая на рынке США.
Sioux (производство США)
Я использовал шлифовальный станок для клапанов Sioux еще в 1978 году и был вынужден продать их, когда ушел из KW и перешел на работу в Kansas Instruments в 1990 году.Опять же, доступно множество колес и множество источников для колес. Одно время компания Sioux была ведущим поставщиком станков для заточки клапанов в США.
У этого станка были проблемы с отделкой (никогда не равной KW), а также проблемы с конструкцией патрона. Какими бы крутыми ни были некоторые функции, меня не впечатлила их точность или отделка. Для точной шлифовки клапана на Sioux необходимо было сначала снять фаску на штоке. Для этой цели станок был снабжен штампованным стальным приспособлением для снятия фаски.Концевой упор имел конический конец, который центрировал скошенный конец клапана (новая особенность до тех пор, пока он не изнашивался в области, где шток располагался), а три ролика центрировали шток близко к головке клапана. Эта конструкция представляла собой гибридную конструкцию бесцентрового / роликового патрона. Каким бы крутым он ни был, он был не более точным, чем KW (обычно менее точным), и его было труднее правильно настроить. Это был громоздкий дизайн, и в конце концов от него отказались, когда SnapOn приобрела Sioux вскоре после начала нового тысячелетия.Подробнее об этом позже.
Новых машин сиу нет.
TobinArp (производство США)
TobinArp, вероятно, был лучшим дизайном (как и большая часть их линейки) на рынке, но, вероятно, из-за цены, он был популярен только в магазинах дорогих гонок. Для этой машины доступно большое разнообразие колес, но не так много разновидностей или поставщиков, как KW или Sioux. В TA использовался цанговый патрон и поворотный рычаг, поэтому шлифование производилось на конце круга, а не на его стороне.Отделка превосходила даже KW. Он не был таким универсальным, как KW или Sioux (для разных размеров штока клапана требовалась смена цанги), поэтому многие магазины, как правило, предпочли бы KW или Sioux. Цанговый патрон Chuck превосходил по точности цанговые патроны KW или Sioux. Эта машина опередила свое время. В конце концов, Sunnen приобрела TobinArp, и он производился как машина Sunnen, пока Sunnen не решил выбросить что-либо, кроме хонинговального оборудования. До сих пор эта машина не зря предпочитается многими производителями.Нет лучшего станка для шлифовки титановых клапанов.
Нет новых машин ТА.
IDL (производство в Канаде)
Ingenious Devices Limited в Канаде решила сделать удар на рынке заточки клапанов где-то в середине восьмидесятых.
Существует ограниченный источник колес для IDL по сравнению с KW и Sioux.
Они были первыми, кто разработал «бесцентровый» патрон. Бесцентровый на рынке шлифовальных машин относится к клапану, вращающемуся на роликах на собственном штоке, в отличие от штока, закрепленного в каком-либо патроне.
Как и TobinArp, они выбрали конструкцию шарнира для траверсы и шлифовку на конце колеса. Эта машина имела хороший успех у гонщиков, хотя была дорогой по сравнению с KW или Sioux. Но по финишу он уступал KW и даже сиу. Конструкция патрона была сложной, и это была громоздкая машина. Отделка никогда не была такой, как у refacer KW. Sunnen приобрела IDL и продолжила производство машины, и, поскольку теперь она имела маркировку «Sunnen», она была признана лучшей.На мой взгляд, это никогда не было качеством дизайна Sunnen / TobinArp.
Нет новых машин IDL.
Comec (итальянский)
Comec разработала Машину, которая представляет собой смесь более слабых конструкций вышеупомянутых машин. Есть несколько доступных источников и вариантов выбора шлифовальных кругов.
Они используют поворотную траверсу. Они шлифуют конец колеса и используют конструкцию патрона, в основном основанную на «бесцентровом» станке IDL. Трудно добиться хорошей отделки, и у патрона есть сложности, характерные для станка IDL.Большинство клиентов, пользующихся этим устройством, не особо обращают на это внимание. Я понимаю, что бывают исключения.
Comec ближе всего к цене машины KW. Он продается через Baker Sales.
Rottler (индийское производство)
IDL копия
Когда Sunnen уронила рефасер IDL, а может быть, немного раньше, Робин Чера сделал копию рефасера IDL (к тому времени Sunnen). Есть несколько изменений, но патрон — это та же сложная бесцентровая система, и большинство функций осталось прежним.Вариантов шлифовальных кругов по-прежнему меньше, чем у KW или Sioux.
Робин добавил цифровой индикатор угла и сделал хорошую основу для установки станка. Робин предложил (или, возможно, сделал это по просьбе Роттлера) машину Роттлеру. Машины, которые у меня были в руках, не имели хорошей отделки, и УЦИ перестали работать вскоре после того, как они были установлены. Это красивые машины, но меня не интересуют сложные патроны или электроника (может быть, это предубеждение, или просто мое мнение).Я разговаривал со многими людьми, которым эта машина наплевать. Цена на IDL №
Роттлера смехотворна. Даже Суннен не брала столько.
Rottler (индийское производство)
Копия KwikWay
Робин решил (возможно, по запросу Роттлера) сделать копию рефасера KwikWay. Он сделал такой же патрон и использовал те же колеса и почти все дублирующие функции, что и KW. Это выгодно при выборе колес для клапанов из титана и стеллита. Патрон по-прежнему имеет ограниченный размерный ряд, чем все патроны KW.То же самое касается и дорогостоящего технического обслуживания.
Сделана большая ошибка при выборе роликовых путей для перемещения шпинделя. В оригинальном KW использовались «ласточкин хвост» и подпружиненная пластина. Это очень хорошая система для долголетия. Роликовые направляющие в версии «Rottler» невозможно закрыть. Он действительно очень свободен, когда он новый, но со временем это станет большой и дорогостоящей проблемой. Мы купили эти же способы для тестирования и решили, что это худший выбор.
Я полагаю, что отделка и соосность хороши у копии KW от Rottler. Не верю, что будет лучше. Цена этой стильной машины была установлена KW. Копия Роттлера смехотворно больше.
T&S 2075 Шлифовальный станок для клапанов (производство США)
Примерно в 2005 или 2006 году мы решили изготовить шлифовальный станок для клапанов. Мы начали с чистого листа бумаги (страница SOLIDWORKS) и сначала поместили на экран оба крайних размера клапана (длину и диаметр). Затем мы разработали уникальный бесцентровый патрон, литое основание, подогнанную по форме крышку, колесо размера Sioux и скопировали конструкцию подшипника шпинделя KW.Эта машина была легкой, компактной и простой в обслуживании, если не тратить силы на излишества. Стоимость производства была низкой, но мы не пытались хорошо ее продать. Мы не тратили достаточно времени на конец выноса, и машина была грязной в использовании.
Наша цель состояла в том, чтобы сделать машину по функциям / стоимости по сравнению с формовочной машиной, которая была бы простой в использовании, дешевой и простой в обслуживании. Мы продали несколько таких станков и, оглядываясь назад, убедились, что на самом деле они были очень хорошими станками для быстрой и простой шлифовки поверхности клапана.
Когда Sioux / SnapOn прекратили выпуск станка 2075, мы увидели в этом возможность расширить конструкцию станка за счет использования общих деталей с Sioux и нашей простой конструкции бесцентрового патрона, а также конструкции шпинделя KW для превосходной отделки. Мы также добавили УЦИ для угловых и линейных путей перемещения и подачи колеса.
Мы ошиблись в выборе кодирующей системы для УЦИ и создали собственный электронный интерфейс. Интерфейс работал хорошо, тарирование до 44,5 градусов, но кодировщик имел ту же проблему, что и дизайн Rottler.Он не был хорошо изолирован от охлаждающей жидкости и имел тенденцию быстро выходить из строя. Мы перешли на кодировщик / УЦИ американского производства и опломбировали кодировщик, чтобы устранить эту проблему.
Sioux Retrofit Chuck
Поскольку мы сделали копию станка Sioux, казалось, имеет смысл сделать модернизированный бесцентровый патрон для всех станков Sioux 2001 и 2075. Это улучшило концентричность и радиус действия патрона для Sioux, но ничего не повлияло на конструкцию шпинделя, поэтому чистовая обработка на старых станках Sioux все еще была неадекватной.Мы нашли способ изменить конструкцию шпинделя, чтобы улучшить качество обработки, но к тому времени, когда все это было сделано, имело смысл просто продать полностью новый станок. Мы не могли найти действительно эффективного метода модернизации этих старых машин.
2075 Машина для производства эпоксидной смолы и гранита
Мы решили сделать еще один шаг в дизайне и создать конечную шлифовальную машину для клапанов со следующими проблемами: угол наклона 0-90 градусов для облицовки, лучшая отделка в отрасли, общая конструкция колес для универсальности отделки на различных материалах, линейные способы для увеличения срока службы и минимального обслуживания, конструкция шлифования штока Sioux и ремонт патрона за 40 долларов.Бесцентровая система была повернута в сторону, так что угол будет одинаковым независимо от размера стержня. (Это не относится к дополнительной бесцентровой конструкции, использующей оригинальный патрон для вращения).
Я чувствую, что сегодня мы сделали лучшее устройство для восстановления клапанов на рынке, но даже за 10 500 долларов это не было для нас прибыльным устройством. Мы отложили дизайн до тех пор, пока не станем более эффективно производить эту машину.
Резюме
К сожалению, меня не интересуют слишком дорогие и сложные устройства восстановления, предлагаемые сегодня.Многие люди выкладывают большие деньги на индийские и итальянские машины, хотя KwikWay предлагает отличную цену и действительно хорошую машину американского производства с гарантией производительности. Меня сбивает с толку, зачем кому-то платить дополнительные деньги за копию KW Роттлера.
Мы решили продолжить наблюдение за этим рынком и вскочить на него, когда мы сможем стать более конкурентоспособными и прибыльными.
Если бы я порекомендовал сегодня устройство для восстановления клапана, это была бы машина KwikWay производства США.