3 основных этапа и 2 полезных совета + видео

Содержание статьи
Необходимость диагностики
Выход из строя ГБЦ происходит из-за использования некачественной охлаждающей жидкости или топлива. Тепловые и механические нагрузки приводят к образованию трещин. Износ цилиндров, поршневых колец, подшипников влечёт за собой снижение эффективной мощности двигателя и увеличение расхода топлива. Во всех этих случаях необходимо провести диагностику и ремонт. Опрессовка ГБЦ является способом проверить герметичность системы охлаждения в рабочих режимах при повышенных значениях температуры и давления.

Проявлениями разгерметизации служат:
- cнижение количества охлаждающей жидкости;
- попадание охлаждающей жидкости в систему смазки;
- повышение влажности выхлопных газов, выход пара.
Довольно часто осмотр деталей не выявляет дефектов. Для проверки герметичности каналов охлаждения и смазки проводится опрессовка.
Стоимость опрессовки ГБЦ зависит от используемого оборудования и необходимого объёма работ. Однако эти затраты значительно меньше, чем стоимость новой головки, поэтому за техническим состоянием двигателя нужно постоянно следить.

Технология опрессовки
Опрессовку блока цилиндров и головки блока цилиндров желательно проводить в механической мастерской с применением специального оборудования. При проведении работ там используются специальные стенды, оснащённые необходимым инвентарём для опрессовки.
Они включают в себя:
- нагревательные элементы;
- ванну с крышкой;
- подъёмный и поворотный механизм;
- датчики температуры и давления;
- управляющую панель.
Профессиональные стенды выполняются из нержавеющей стали. Они рассчитаны на длительные рабочие циклы и позволяют выполнять точную и безопасную опрессовку головок и самих блоков цилиндров.
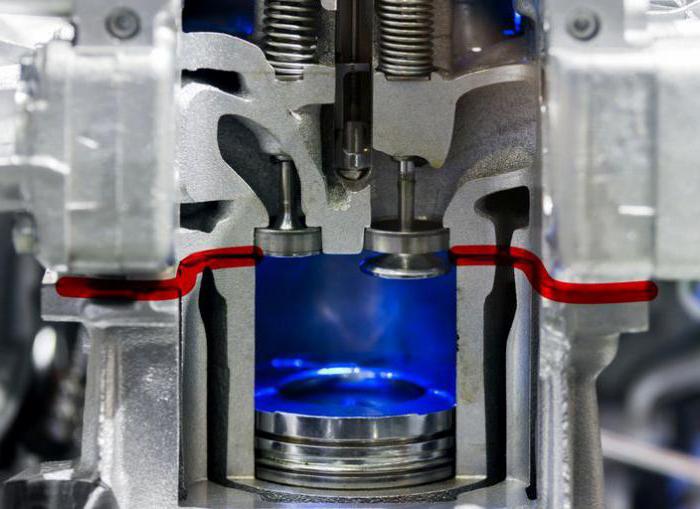
Места утечек определяют по пузырькам, которые показывают, где из головки выходит воздух. Для более удобного поиска установки допускается поворачивать головку на угол до 360°.
Порядок проведения работ:
- вначале нужно заглушить резиновыми прокладками и плексигласовыми пластинами выходы каналов системы охлаждения;
- затем необходимо подать внутрь воздух под давлением 6 атмосфер;
- после этого следует опустить ГБЦ в ванну с горячей водой и подержать там около 30 минут.
В процессе прогрева детали трещины расширяются и появляются пузырьки воздуха, который под давлением выходит наружу. По результатам диагностики принимается решение о необходимости ремонта двигателя. Иногда трещину ГБЦ или БЦ можно убрать при помощи сварки. Это должен делать квалифицированный специалист.
Опрессовка ГБЦ в домашних условиях
Можно проводить опрессовку головки блока цилиндров и в домашних условиях. Для этого потребуется ванна и оснастка для герметизации выходных отверстий. Нужно вырезать пластину из плексигласа и отверстия под шпильки и цилиндры. Разметить их расположение можно по прокладке. Потом нужно закрыть выходные отверстия ГБЦ резиновыми прокладками и прикрутить пластину и штуцер для подачи воздуха под давлением. Когда все отверстия будут надёжно загерметизированы, можно приступать к нагреву головки в ванне и подаче воздуха через снабжённую штуцером заглушку.
Можно опрессовать ГБЦ своими руками и без ванны, но точность такого способа невелика. Для этого нужно в загерметизированную головку подавать горячую воду под давлением вместо воздуха. Дефекты определяют по течи или появлению воды на поверхности.

Ещё один способ опрессовать головку блока цилиндров предусматривает ввод керосина вместо воды. Для этого головку нужно перевернуть вверх камерами, ввернуть свечи и залить в неё керосин. Керосин обладает большой текучестью и может проникать в самые мелкие трещины. Наличие дефектов определяют по потёкам на поверхности и уменьшению уровня керосина в камере.
Решение о ремонте двигателя
При нарушении герметичности охлаждающая жидкость может попадать в масло, а оно появляется в системе охлаждения. Это приводит к перегреву двигателя. Из-за этого увеличивается износ деталей, что может привести к заклиниванию двигателя. Если опрессовка выявила наличие трещин и нарушение герметичности, требуется ремонт двигателя.
Восстановление одной из главных частей автомобиля должны проводить квалифицированные мастера на специальном оборудовании. Своевременная диагностика и ремонт предотвратят неожиданные поломки и продлят срок эксплуатации агрегата.
Пожалуйста, оцените этот материал!
 Загрузка…
Загрузка…Если Вам понравилась статья, поделитесь ею с друзьями!
Что такое опрессовка ГБЦ и как она проводится
Установка для опрессовки головок и блоков цилиндров — профильное оборудование, используемое для проверки головки блока на наличие микротрещин. Устройство востребовано на ремонтных станциях и СТО, задействуется при контрольных испытаниях на производстве.
Трещины в ГБЦ — распространенное явление. Они появляются вследствие износа силового агрегата, чрезмерных эксплуатационных нагрузок, отсутствия должного технического обслуживания. Своевременная опрессовка позволит выявить дефекты на ранних стадиях, и принять меры по их устранению. Проведение процедуры рекомендовано в пяти случаях:
- Приобретается бывшая в использовании головка.
- Бензиновый или дизельный двигатель был перегрет.
- Проводятся мероприятия по ремонту силового агрегата.
- Имеются подозрения на нарушение целостности внутренних каналов ГБЦ.
- Проведение работ по устранению трещин.
Использование двигателя с поврежденной ГБЦ приводит к его преждевременному износу. Микротрещины пропускают газы в охлаждающий контур, что провоцирует образование пробок и перегрев мотора.
Компания «Моторные технологии» производит и реализует испытательные стенды для проверки герметичности ГБЦ. Оборудование различается грузоподъемностью, габаритами рабочего стола, объемом бака.
К достоинствам установок относится:
- Быстрый монтаж. Оборудование размещается на ровной горизонтальной поверхности, подключается к имеющимся инженерным коммуникациям. Для нормальной эксплуатации стенда требуется производственная электросеть напряжением 380 В. Потребляемая мощность зависит от модели, варьируется в диапазоне 13 – 25 кВт.
- Длительный срок службы.
- Удобство использования. Основные элементы устройства имеют эргономичное расположение. В процессе испытаний не задействуются сложные вспомогательные приспособления.
Проверка детали на герметичность производится посредством сжатого воздуха и водной среды. Рабочая жидкость нагревается электрическими ТЭНами. Набор температуры происходит в течение 120-150 минут. Для снижения временных потерь рекомендуется использовать недельный таймер, которым оснащается каждая установка.
Проведение испытаний
Обследуемая головка закрывается резиновой вставкой и органическим стеклом. Технологические отверстия герметизируются заглушками. Изделие фиксируется на поворотном столе, его внутренние полости заполняются сжатым воздухом.
Готовая к испытаниям деталь погружается в раствор. Жидкость прогрета до 90 градусов, что соответствует рабочей температуре ДВС. В результате воздействия тепла происходит расширение металла и открытие микротрещин. О наличии последних свидетельствует появление пузырьков.
В состав испытательного стенда входят следующие узлы:
- Жесткая рама и подъемный механизм.
- Нагревательные элементы.
- Емкость из стали AISI 304.
- Гидравлический узел.
- Поворотный стол с редуктором.
- Элементы управления.
- Электрошкаф.
- Датчики, фиксирующие давление воздуха и температуру жидкости.
- Система защиты, предотвращающая сухой пуск.
- Комплект инструментов, необходимых для подключения, настройки и эксплуатации оборудования.
Стенд позволяет расположить деталь под любым углом. Для смены пространственного положения используется управляющая рукоять.
При подборе оборудования важно учитывать габариты и массу обследуемых ГБЦ. Наряду с головками установка может испытывать радиаторы и прочие полые узлы.
Опрессовка ГБЦ: технология и процесс опрессовки
Образование трещин на поверхностях деталей силового агрегата в моторном отсеке – явление распространенное и требующее к себе особого внимания. Высокие термические и физические нагрузки на участках, примыкающих к камере сгорания, в том числе приводят к повреждению головки блока цилиндра (ГБЦ). И если вовремя не принять меры по выявлению и устранению дефектов, то возникнет и риск более серьезных последствий. Поэтому, как и в системах отопления, базовой операцией диагностики в данном случае станет опрессовка ГБЦ, позволяющая выполнить проверку детали на герметичность.
В каких случаях проводится операция?
Выполнять опрессовку требуется не только при выявлении признаков нарушения функционирования блока. В рамках комплексной диагностики данную технологию используют после ремонтных работ, замены отдельных элементов и расходников конструкции двигателя, переустановке и т. д. Что касается конкретных симптомов, то опрессовка ГБЦ должна производиться в следующих ситуациях:
- Имеются нарушения в работе внутренних каналов блока.
- Наблюдается нехарактерный перегрев силового агрегата.
- Если слышны выраженные стуки и вибрации в части отсека с цилиндрами.
Своевременно проведенная опрессовка дает возможность зафиксировать наличие дефекта и предпринять уже другие меры по восстановлению конструкции. Наиболее же часто серьезные повреждения с нарушением герметичности встречаются после выполнения сварочных работ, когда швы недостаточно обрабатываются и со временем возникают каналы утечки.

Общая технология опрессовки
Подходы к технической организации процесса могут различаться в зависимости от условий проведения мероприятия и наличия соответствующего оборудования. Однако принцип диагностики опрессовкой под давлением является общим для всех методов. Его суть заключается в создании полностью герметизированного вакуума в цилиндре и погружении его в рабочую жидкую среду. В условиях повышения давления опрессовка ГБЦ позволяет выявлять наличие сквозных отверстий, трещин и прочих дефектов. Причем технология именно для обнаружения неисправностей не требует специального оборудования или измерительных приборов. Конечную дефектовку можно произвести визуально. Но в остальном организация процесса не обходится без специальной оснастки.
Применяемое оборудование

Раньше для подобных задач использовали отдельные функциональные компоненты, позволяющие организовывать емкость для погружения и дополнительные органы управления процессом. Сегодня же производители автомобильного оборудования предлагают специальные стенды для опрессовки ГБЦ, в базовом комплекте которых предусматривается полный перечень необходимых инструментов. Типовой набор формируется следующими агрегатами и устройствами:
- Нагревательные элементы.
- Подъемный механизм на рамах с направляющими.
- Поворотный стол с управлением.
- Емкость с крышкой.
- Датчики для контроля давления, температуры и пуска.
- Электротехнический шкаф.
- Панель управления.
Стоит подчеркнуть и особенности применяемых материалов в изготовлении конструкции стенда. Кроме основы из нержавеющей стали, используется высокопрочное оргстекло, вакуумная резина и композитные элементы, благодаря которым реализуется не просто эффективная, но и безопасная опрессовка ГБЦ. Оборудование профессионального назначения рассчитывается на многочасовые рабочие циклы, причем целевым объектом обслуживания могут выступать не только цилиндры с головками, но и целые блоки.
Подготовка блока к операции
Для начала следует выполнить визуальный осмотр детали, который позволит еще до опрессовки определить подозрительные участки и, возможно, более серьезные нарушения конструкции. Рекомендуется подробно фиксировать размерные параметры элемента с линейкой, в дальнейшем сопоставляя полученные данные с паспортными значениями. В случае отклонений может потребоваться базовая механическая доработка. Например, опрессовка и шлифовка ГБЦ нередко объединяются в один технологический процесс. Обработка поверхностей абразивами предвещает проверку на герметичность, поскольку физическое воздействие может выявить новые участки повреждений. Операция шлифования представляется как профилактика обнаружения отверстий, которые после опрессовки ликвидируются точечной сваркой.

Рабочий процесс опрессовки
Емкость стенда наполняется водой, после чего активируется работа нагревательных элементов. В среднем на достижение оптимального температурного режима порядка 90 °C уходит 2-3 ч в зависимости от характеристик оборудования и объема резервуара. Диагностируемый цилиндр закрывается вакуумной оболочкой, зажимается фиксирующими приспособлениями и крепится к платформе стенда. Стоит подчеркнуть, что все отверстия и выходные узлы изначально обеспечиваются заглушками, что позволяет создать надежный вакуум. Далее станок для опрессовки ГБЦ посредством штуцера подключается к полостям изделия. Через этот канал будет подано давление сжатым воздухом на 4-6 бар. На финальной стадии остается погрузить конструкцию в горячую воду, после чего наблюдать выпуск воздушных пузырьков. Процесс вскрытия сквозных трещин (если они присутствуют) обязательно даст о себе знать под воздействием тепла и на фоне расширения металла.
Опрессовка своими руками с применением ванной

Реализация вышеописанного метода возможна в идеальных промышленных условиях, но не каждый частник может позволить себе приобретение того же стенда для погружения цилиндра в воду. Альтернативным вариантом организации процедуры с поправкой на домашние условия может стать применение ванны, плиты для размещения оснастки и средств для герметизации выходных отверстий изделия. В один из каналов вводится штуцер для подачи давления, а затем производится та же опрессовка ГБЦ. Своими руками нужно будет погрузить цилиндр в ванну с горячей водой и оставить ее там на 30-40 мин. Интенсивность давления можно регулировать с помощью манометра. Он подключается с одной стороны к компрессору, а с другой – к штуцеру. Увеличивая и повышая параметры давления, можно эффективнее исследовать отдельные участки конструкции, в том числе выявляя мелкие трещины.
Опрессовка своими руками без ванны
Это самый простой способ, требующий минимальных вложений. Для него не нужен резервуар с дополнительной контролирующей и направляющей оснасткой. Достаточно выполнить внешнюю герметизацию цилиндра и подать в полости воду под давлением. Недостатком этого способа будет низкая точность диагностики, то есть мелкие трещины могут так и остаться незамеченными. Как же сделать опрессовку ГБЦ без той же ванны и специального оборудования, но с достаточной степенью эффективности? Для этого можно использовать керосин в качестве наполнителя. Выходные каналы также герметизируются, после чего емкость самого цилиндра наполняется технической жидкостью. Благодаря высокой проникающей способности керосин просочится в самые мелкие отверстия, выйдя наружу.
Заключение
Регулярная проверка конструкции блока цилиндров на наличие трещин может доставить немало хлопот. Особенно если речь идет об услугах сервисных центров, где также потребуются расходы на предварительную диагностику силового агрегата. Разумеется, домашняя опрессовка ГБЦ в этом отношении станет более привлекательным вариантом. Главное – правильно организовать технологический процесс, который позволит выявить и крупные отверстия, и микротрещины. Но и после дефектовки работы по обслуживанию цилиндра не заканчиваются. Напротив, остается ответственная часть устранения повреждений посредством сварки.
Опрессовка ГБЦ и блока цилиндров: 3 основных этапа и советы для самостоятельного проведения работ
Двигатель — наиболее сложный агрегат автомобиля. От его технического состояния зависит безопасность и отсутствие неполадок в работе транспортного средства. Одним из способов диагностики неисправностей служит опрессовка ГБЦ (головки блока цилиндров) и БЦ (блока цилиндров). Она проводится при ремонте двигателя и возникновении проблем в работе мотора. При опрессовке могут быть выявлены различные дефекты в системе охлаждения двигателя.

Содержание статьи
Необходимость диагностики
Выход из строя ГБЦ происходит из-за использования некачественной охлаждающей жидкости или топлива. Тепловые и механические нагрузки приводят к образованию трещин. Износ цилиндров, поршневых колец, подшипников влечёт за собой снижение эффективной мощности двигателя и увеличение расхода топлива. Во всех этих случаях необходимо провести диагностику и ремонт. Опрессовка ГБЦ является способом проверить герметичность системы охлаждения в рабочих режимах при повышенных значениях температуры и давления.

Проявлениями разгерметизации служат:
- cнижение количества охлаждающей жидкости;
- попадание охлаждающей жидкости в систему смазки;
- повышение влажности выхлопных газов, выход пара.
Довольно часто осмотр деталей не выявляет дефектов. Для проверки герметичности каналов охлаждения и смазки проводится опрессовка.
Стоимость опрессовки ГБЦ зависит от используемого оборудования и необходимого объёма работ. Однако эти затраты значительно меньше, чем стоимость новой головки, поэтому за техническим состоянием двигателя нужно постоянно следить.

Технология опрессовки
Опрессовку блока цилиндров и головки блока цилиндров желательно проводить в механической мастерской с применением специального оборудования. При проведении работ там используются специальные стенды, оснащённые необходимым инвентарём для опрессовки. Они включают в себя:
- нагревательные элементы;
- ванну с крышкой;
- подъёмный и поворотный механизм;
- датчики температуры и давления;
- управляющую панель.
Профессиональные стенды выполняются из нержавеющей стали. Они рассчитаны на длительные рабочие циклы и позволяют выполнять точную и безопасную опрессовку головок и самих блоков цилиндров.
Места утечек определяют по пузырькам, которые показывают, где из головки выходит воздух. Для более удобного поиска установки допускается поворачивать головку на угол до 360°.
Порядок проведения работ:
- вначале нужно заглушить резиновыми прокладками и плексигласовыми пластинами выходы каналов системы охлаждения;
- затем необходимо подать внутрь воздух под давлением 6 атмосфер;
- после этого следует опустить ГБЦ в ванну с горячей водой и подержать там около 30 минут.
В процессе прогрева детали трещины расширяются и появляются пузырьки воздуха, который под давлением выходит наружу. По результатам диагностики принимается решение о необходимости ремонта двигателя. Иногда трещину ГБЦ или БЦ можно убрать при помощи сварки. Это должен делать квалифицированный специалист.
Опрессовка ГБЦ в домашних условиях
Можно проводить опрессовку головки блока цилиндров и в домашних условиях. Для этого потребуется ванна и оснастка для герметизации выходных отверстий. Нужно вырезать пластину из плексигласа и отверстия под шпильки и цилиндры. Разметить их расположение можно по прокладке. Потом нужно закрыть выходные отверстия ГБЦ резиновыми прокладками и прикрутить пластину и штуцер для подачи воздуха под давлением. Когда все отверстия будут надёжно загерметизированы, можно приступать к нагреву головки в ванне и подаче воздуха через снабжённую штуцером заглушку.
Можно опрессовать ГБЦ своими руками и без ванны, но точность такого способа невелика. Для этого нужно в загерметизированную головку подавать горячую воду под давлением вместо воздуха. Дефекты определяют по течи или появлению воды на поверхности.

Ещё один способ опрессовать головку блока цилиндров предусматривает ввод керосина вместо воды. Для этого головку нужно перевернуть вверх камерами, ввернуть свечи и залить в неё керосин. Керосин обладает большой текучестью и может проникать в самые мелкие трещины. Наличие дефектов определяют по потёкам на поверхности и уменьшению уровня керосина в камере.
Решение о ремонте двигателя
При нарушении герметичности охлаждающая жидкость может попадать в масло, а оно появляется в системе охлаждения. Это приводит к перегреву двигателя. Из-за этого увеличивается износ деталей, что может привести к заклиниванию двигателя. Если опрессовка выявила наличие трещин и нарушение герметичности, требуется ремонт двигателя.
Восстановление одной из главных частей автомобиля должны проводить квалифицированные мастера на специальном оборудовании. Своевременная диагностика и ремонт предотвратят неожиданные поломки и продлят срок эксплуатации агрегата.
Опрессовка головки блока цилиндров — цена опрессовки ГБЦ в Санкт-Петербурге Кировский район
Цена опрессовки ГБЦ
| Легковые автомобили (отечесвтенные и иномарки) |
||
| Наименование работ | Цена в ₽ | |
| Опрессовка головки блока цилиндров | ВАЗ, ГАЗ | 800 |
| 1 цилиндр | 600 | |
| 2 цилиндра | 1200 | |
| 4 цилиндра | 1500 | |
| 5 цилиндров | 1700 | |
| 6 цилиндров | 1800 | |
| технологическая мойка ГБЦ | 300 | |
| Грузовые автомобили | ||
| Наименование работ | Цена в ₽ | |
| Опрессовка головки блока цилиндров | 1 цилиндр | 650 |
| 2 цилиндра | 1300 | |
| 4 цилиндра | 2000 | |
| 6 цилиндров | 3900 | |
| ЯМЗ 238 | 3000 | |
| крупогабаритные | по договоренности | |
| технологическая мойка ГБЦ | 200-600 | |
Необходимость опрессовки ГБЦ
Чаще всего трещины головки обнаруживаются визуально, но, как бы то ни было, именно с испытания на ее герметичность начинается технологический процесс работы с ГБЦ, то есть, с процесса опрессовки. С ее помощью возможно определить, сквозная ли трещина, обнаружить незамеченные ранее негерметичности, особенно, если трещины возникли на скрытых плоскостях ГБЦ.
При каждом значимом ремонте двигателя всегда желательно производить опрессовку головки, но это крайне важно, если:
- Возникло предположение, что внутренние каналы нарушены;
- Ремонт двигателя производится после его перегрева;
- Осуществляется ремонт дизельного двигателя, особенно, если у него чугунная ГБУ;
- После произведенной заварки дефектов в головке из легких сплавов, чтобы проверить качественность произведенных работ.
Технология и оборудование для опрессовки
При эксплуатации специальных установок, разработанных и изготовленных за рубежом, опрессовка производится с удобствами и рационально. Принцип действия таких установок основан на подаче воздуха под высоким давлением во внутренние полости головки.
С помощью резиновых прокладок и плиты, произведенной из толстого оргстекла, герметично закрывают обследуемую область, затем ставят заглушки на отверстия охлаждающего контура, выходящие на боковые поверхности головки. Одна из них снабжена штуцером, через нее внутрь испытуемой полости под давлением 4-6 бар подается сжатый воздух. Далее головку опускают в горячую воду, она прогревается, металл расширяется и обнаруживаются все трещины, которые отслеживаются по образовавшимся пузырькам, сопровождающим выход сжатого воздуха из полости головки. Такие установки позволяют осуществлять вращение головки вокруг своей оси на 3600С для удобства поиска мест утечки, а появление воздушных пузырьков указывает на то, что деталь дефектная и использовать ее нерационально.
Изучаем опрессовку ГБЦ
Опрессовка ГБЦ — весьма сложная процедура, требующая специализированного оборудования и соответствующих навыков. При отсутствии данных факторов, выполнить обработку головы блока цилиндров своими руками — не представляется возможным. Во избежание больших затрат на услуги автомобильной мастерской, можно своими руками подготовить ГБЦ к дальнейшей обработке.
Подготавливаем голову блока цилиндров к опрессовке.
Проверить геометрию головы блока цилиндра, можно своими руками, используя линейку и набор специализированных щупов. Линейкой необходимо проверить плоскость нижнего и боковых участков элемента. Далее, необходимо подобрать щуп, который свободно проникает в промежуток между линейкой и головой блока. Таким образом, сложно выявить точные показатели деформации элемента, но общее понятие, таким образом, получить вполне возможно.
Нарушение геометрии головы блоков, как правило, хорошо заметно со стороны отработанной прокладки ГБЦ. Рядом с рабочими цилиндрами, можно заметить нарушение структуры элемента, и самостоятельно оценить характер и масштабы неисправности.
Мастерская. Головка блока цилиндров: Не ломай голову! — журнал За рулем
Мастерская. Головка блока цилиндров: Не ломай голову!
Как ни удивительно, в нормативные документы некоторых автозаводов по сей день заложены допотопные технологии ремонта. Нерадивым владельцам сервисов это на руку: пусть слесари работают «молотком и зубилом», подражая Адаму Козлевичу, — зато не нужно тратиться на их переобучение. А низкое качество ремонта вовремя заметит далеко не каждый современный «гламурный» клиент!
На этом зарубежном станке любо-дорого работать. Разборка или сборка клапанного механизма занимает считаные минуты. Основание, на котором лежит головка, податливо, причем ровно настолько, чтобы хорошо подпирать клапан без риска согнуть его стержень.На этом зарубежном станке любо-дорого работать. Разборка или сборка клапанного механизма занимает считаные минуты. Основание, на котором лежит головка, податливо, причем ровно настолько, чтобы хорошо подпирать клапан без риска согнуть его стержень.
Вот примеры. Кто же не знает, что такое рассухаривать клапаны! Обычно работают ручными приспособлениями: нажав одной рукой рычаг, другой вынимают сухари. Операция трудная (нажать нужно крепко) и при этом ювелирная: если сухари хорошенько спеклись в тарелке пружины, а упор под клапаном жесткий и не посередине, недолго и стержень погнуть. Нередко сухари пригорают к клапану так, что при попытке их освободить выстреливают в самый дальний угол мастерской. Найти потом эти мелкие детальки непросто, поэтому без запасных работу лучше и не затевать. Обратная операция — засухаривание — ничуть не проще.
Станок фирмы «Саннен» — внешне прост, но своих денег стоит! Не возьмется ли за изготовление подобного кто-то из наших производителей? На станке можно восстанавливать седла и растачивать изношенные отверстия для их посадки, ремонтировать отверстия под гидротолкатели, высверливать шпильки и т. д.Станок фирмы «Саннен» — внешне прост, но своих денег стоит! Не возьмется ли за изготовление подобного кто-то из наших производителей? На станке можно восстанавливать седла и растачивать изношенные отверстия для их посадки, ремонтировать отверстия под гидротолкатели, высверливать шпильки и т. д.
А как меняют направляющие втулки клапанов? Некоторые «специалисты» — очень просто: зачем подогревать головку и охлаждать втулку, если молотком, что потяжелей, можно и так вбить! Но алюминий головки легко сминается, разбитое отверстие под втулку обещает увеличенный расход масла, а она сама может оказаться не соосной с седлом. Ох и намучается клиент!
Отдельная история — ремонт седел клапанов. Каждое надо обработать вручную тремя фрезами, заточенными под разными углами. Затем править специальным абразивным кругом, потом притирать клапаны. И все на глазок. Какое уж тут качество! Ширина рабочих кромок клапанов получается разной, что сказывается на их долговечности. А потом нужно проверить качество притирки клапанов с применением керосина или с помощью приспособления, создающего давление в камере сгорания. Увы, нередко керосин вытекает или быстро падает давление — значит, все начинай сначала: притирай, проверяй герметичность… Это может повторяться не раз. Ручные работы очень трудоемки, требуют хорошего навыка, а результат нестабилен, достичь требуемого качества удается не всегда.
Сердце станка для ремонта седел — режущая головка, позволяющая обработать их с высокой точностью. В результате притирка клапанов становится излишней.Сердце станка для ремонта седел — режущая головка, позволяющая обработать их с высокой точностью. В результате притирка клапанов становится излишней.
Что делать с головкой, у которой после нескольких ремонтов просажены седла? Без надлежащего оборудования и опыта работы с жидким азотом их не заменить. Вердикт один: замена головки. А это и дорого, и не дает гарантии, что новая будет без изъяна.
Еще пример — «неустранимый» стук толкателей на вазовских моторах. О нем в заводской технологии ни слова! Однажды заказчик уговорил меня разобраться с толкателем, который довел бедолагу почти до сумасшествия. Я полдня колесил по автомагазинам в поисках некондиционного толкателя — с увеличенным, насколько нужно, наружным диаметром. Попадаются разные. Наконец подходящий для меня брак нашелся. При таком качестве почему бы АВТОВАЗу не договориться с поставщиками толкателей о производстве «ремонтных» деталей?
Проверка герметичности клапанов — минутное дело. Нужно только следить, чтобы стрелка вакуумметра находилась в зеленой зоне.Проверка герметичности клапанов — минутное дело. Нужно только следить, чтобы стрелка вакуумметра находилась в зеленой зоне.
А как поступают многие сервисы, если изношены опоры распределительного вала? Головка автоматически идет в утиль, а ведь это дорогой узел!
Как я поступаю с головкой, когда вылечить болезнь сложнее, чем просто притереть новый клапан? Предпочитаю поручить ремонт специализированной фирме. Сделают быстро, возьмут за услуги по совести, к тому же выиграет качество.