Технология изготовления вкладышей
Вкладыши ДЗВ – надежность, долговечность, прочность
Вкладыш подшипника скольжения является критической деталью двигателя внутреннего сгорания т.е. функционирование двигателя напрямую связано с качеством вкладыша, а отказ в его работе неминуемо приводит к аварийной остановке и дорогостоящему ремонту.
Чаще всего преждевременный выход из строя подшипников скольжения связан с особенностями материалов, из которых он изготовлен. Вкладыши, произведенные разными компаниями-изготовителями, могут внешне выглядеть одинаковыми и иметь размеры, соответствующие чертежу. Однако уровень надежности их работы в двигателе в значительной мере зависит от типа и параметров микроструктуры материалов, из которых они изготовлены.
С середины 70-х годов прошлого века, т.е. в течение почти сорока лет Димитровградский завод производит вкладыши подшипников скольжения для тяжелонагруженных двигателей внутреннего сгорания.
За это время за продукцией завода закрепилась прочная репутация высокого качества и надежности. Такой результат стал возможен только благодаря сочетанию совершенной сиcтемы обеспечения качества с высоким технологическим уровнем производства.
Триметаллические вкладыши ДЗВ производятся по технологии, используемой только ведущими мировыми производителями подшипников скольжения. Ни один другой завод на территории СНГ не обладает подобной технологией.
В чем же преимущество технологии ДЗВ перед другими известными технологиями?
Прежде всего в процессах производства материалов, формирующих триметаллическую структуры вкладыша.
Для того, чтобы разобраться в этих преимуществах, необходимо понять, каковы основные характеристики материала вкладыша, необходимые для его надежной работы.
1.Характеристики материалов подшипников скольжения
Преимущества и недостатки различных подшипниковых материалов проявляются в их влиянии на основные эксплуатационные свойства вкладышей:
- Усталостная прочность — максимальная величина циклической нагрузки, при которой вкладыш может работать неограниченное время без образования трещин усталостного разрушения.
В двигателях внутреннего сгорания энергия горящего топлива превращается в возвратно-поступательное движение поршня, который посредством шатуна вращает коленчатый вал. Работа двигателя происходит циклически: впуск-сжатие-рабочий ход-выпуск. За один цикл (два полных оборота вала ) давление в цилиндре повышается до пикового значения в начальный период рабочего хода и затем падает до уровня, близкого к атмосферному при выпуске.
В соответствии с изменениями давления меняется и нагрузка на подшипники, передаваемая шатуном. Таким образом, материал вкладыша функционирует в условиях циклического (переменного) нагружения.
Известно, что металлы в условиях переменной нагрузки разрушаются при напряжениях, существенно меньших их статического предела прочности. Это явление называется усталостью материала.
Усталостное разрушение рабочего слоя вкладыша – одна из основных причин отказа подшипников. Микроструктура материала, наличие дефектов (пор, микро-трещин) и внутренних напряжения решающим образом влияют на величину его усталостной прочности.
- Износостойкость – способность материала подшипника сопротивляться износу т.е.изменению размеров, формы и массы вследствие трения.
В двигателях внутреннего сгорания подшипники скольжения работают преимущественно в гидродинамическом режиме, при котором поверхности вкладыша и шейки вала разделены масляной пленкой. Масляный слой предотвращает прямой металлический контакт и также способствует более равномерному распределению нагрузки по рабочей поверхность вкладыша.
Однако полностью избежать металлического контакта невозможно. Особенно это касается тяжело нагруженных двигателей, в которых толщина масляной пленки может быть меньше уровня шероховатости трущихся поверхностей. Другой причиной прямого контакта может стать непараллельность поверхностей, вызванная дефектами шлифовки вала или несоосностью.
Износ рабочей поверхности вкладыша может быть также результатом абразивного воздействия чужеродных частиц в масле.
- Анти-фрикционные свойства характеризуют способность материала снижать эффект трения с валом: уменьшать коэффициент трения, сопротивляться схватыванию с материалом вала (задиру), быстро прирабатываться и быть способным поглощать чужеродные включения, находящиеся в масле.
Свинец, будучи очень мягким и пластичным металлом, наилучшим образом сочетает все анти-фрикционные свойства. Именно поэтому анти-фрикционные покрытия три-металлических вкладышей делаются из свинцовистых сплавов.
Итак, материалы вкладыша подшипника скольжения должны обладать высокой усталостной прочностью и износостойкостью. В то же время его поверхность должна быть мягкой для обеспечения необходимого уровня анти-фрикционных свойств.
2.Триметаллический вкладыш
Наилучшим сочетанием всех требуемых характеристик подшипникового материала обладает триметаллический вкладыш на основе свинцовистой бронзы.
Конструкция триметаллического вкладыша представлена на рис.1.
Рис.1 Триметаллический вкладыш
- Стальное основание обеспечивает жесткость, натяг и плотное прилегание вкладыша к поверхности постели, сохраняющиеся при повышенных температурах и под воздействием радиальных и тангенциальных сил.
- Промежуточный слой служит подложкой для анти-фрикционного покрытия. Промежуточный слой, как правило, изготавливается из свинцовистой бронзы и должен обладать анти-фрикционными свойствами, необходимыми для предотвращения задира в местах локального износа анти-фрикционного покрытия. В то же время промежуточный слой должен быть достаточно прочным, чтобы выдерживать циклические нагрузки без риска образования усталостных трещин. Свинец, благодаря своим высоким анти-фрикционным свойствам, является неотъемлемым компонентом бронз, используемых для формирования промежуточного слоя. Содержание свинца в бронзе может доходить до 25%.
- Никелевый подслой толщиной 1-2 микрона наносится на поверхность промежуточного слоя непосредственно перед нанесением анти-фрикционного покрытия. Подслой никеля служит барьером, предотвращающим диффузию олова из материала покрытия в бронзу промежуточного слоя. В отсутствии никелевого диффузионного барьера содержание олова в свинцовистом сплаве покрытия постепенно уменьшится, что может привести к снижению его коррозионной стойкости. Кроме того, никелевый подслой предотвращает образование хрупкого интерметаллического слоя соединения олова и меди на поверхности бронзы.
- Анти-фрикционное покрытие обеспечивает анти-фрикционные свойства: низкий коэффициент трения, задиростойкость, прирабатываемость и способность поглощать твердые включения в масле. Как правило анти-фрикционные покрытия производятся из свинцовистого сплава, легированного оловом и медью. Олово защищает свинцовистый сплав от коррозии в окисленном масле. Медь повышает прочность и износостойкость покрытия.
Только сбалансированность свойств, состава и толщин слоев триметаллического вкладыша гарантирует высокий уровень его эксплуатационных свойств.
- 3.Технология производства литой сталебронзовой ленты на ДЗВ
Характеристики и особенности сталебронзовой ленты в решающей мере определяют прочность и анти-фрикционные свойства вкладышей, из нее изготовленных.
В ДЗВ сталебронзовая лента производится по технологии непрерывного литья, схематично изображенной на рис.2.
Рис.2 Схема процесса производства литой сталебронзовой ленты (ДЗВ)
В этом процессе стальная полоса вначале обезжиривается и зачищается абразивной лентой. После зачистки полоса подогревается в востановительной атмосфере и входит в зону литья, где бронзовый расплав через специальный питатель поступает на зачищенную поверхность стали. В зоне охлаждения тепло расплава отводится вертикально вниз через стальную полосу.
Направление теплоотвода и его интенсивность исключительно важны для формирования требуемой столбчатой структуры бронзы с кристаллитами перпендикулярными поверхности раздела сталь-бронза.
Фотография типичной микроструктуры литой сталебронзовой ленты ДЗВ представлена на рис.3.
Рис.3 Микроструктура литой сталебронзовой ленты
(сканирующий электронный микроскоп)
На фото отчетливо видна вертикальная направленность (столбчатость) структуры бронзы, представляющей собой дендритные кристаллиты, между ветвями которых находятся включения свинца.
Поверхность раздела сталь-бронза не имеет дефектов и не содержит свинцовых включений, что гарантирует прочную адгезию слоев стали и бронзы.
Функциональные характеристики литой структуры:
- Столбчатые кристаллиты меди обеспечивают усталостную прочность — сопротивляемость бронзового слоя циклическим нагрузкам, направленным перпендикулярно поверхности вкладыша.
- Свинец, заполняющий пространство между ветвями дендритов, придает бронзе анти-фрикционные свойства, “смазывая” её поверхность при прямом трении с поверхностью вала.
- Прочная адгезия со сталью, сформировавшаяся при температуре литья (выше 1000 °С) предотвращает отслоение бронзового слоя при высоких нагрузках на вкладыш во время его эксплуатации.
Таким образом, структура сталебронзового материала, произведенного по литейной технологии, гарантирует максимально высокую прочность в сочетании с хорошими антифрикционными свойствами.
Кроме ДЗВ, единственного на территории СНГ, только еще четыре ведущих мировых производителей вкладышей подшипников скольжения обладают подобной
Остальные компании используют для получения сталебронзовой ленты альтернативные методы, прежде всего — порошковую технологию.
- 4.Альтернативные процессы производства сталебронзовой ленты и их недостатки
- Производство сталебронзовой ленты методом спекания
Наиболее распространенной альтернативой литейной технологии является процесс производства сталебронзовой ленты методом порошковой металлургии (спекания).
Этот процесс популярен среди компаний, производящих вкладыши для средненагруженных двигателей.
В процессе производства спеченной бронзы на предварительно обезжиренную и зачищенную поверхность стали насыпается порошок бронзы, после чего лента входит в длинную муфельную печь спекания. В печи создается восстановительная атмосфера, способствующая разложению окисной пленки, покрывающей поверхность частиц порошка.
По выходе из печи лента со спеченной пористой бронзой подвергается компактизации на прокатном стане, после чего процесс спекания и прокатки повторяется.
Как видно на фото (рис.4) микроструктура спеченной бронзы состоит из округлых кристаллитов меди, окруженных свинцом.
Рис.4 Микроструктура спеченной сталебронзовой ленты
(сканирующий электронный микроскоп)
В отличии от литой столбчатой структуры спеченная бронза в меньшей степени способна сопротивляться нагрузкам. Кроме того, спеченная бронза часто содержит незакрытые поры, дополнительно снижающие ее усталостную прочность.
По данным английской фирмы Glacier усталостная прочность спеченной бронзы на 20% ниже, чем у литой. Именно поэтому вкладыши, предназначенные для эксплуатации при экстремально высоких нагрузках (например в дизельных двигателях с непосредственным впрыском топлива), всеми ведущими компаниями в мире изготавливаются только из литой сталебронзовой ленты.
- Производство сталебронзовой ленты методом плакирования
Еще одной альтернативной технологией является процесс получения сталебронзовой ленты методом холодной прокатки (плакирования).
Этот процесс заключается в совместной прокатке двух обезжиренных и зачищенных лент стали и бронзы с обжатием около 60%. Бронзовая лента предварительно плакируется с обеих сторон медной фольгой для обеспечения адгезии со сталью.
После совместной прокатки сталебронзовая лента отжигается в печи в восстановительной атмосфере для снятия внутренних напряжений.
После отжига лента прокатывается на окончательный размер.
На приведенной ниже фотографии представлена микроструктура ленты, полученной методом холодной прокатки.
Рис.5 Микроструктура плакированной сталебронзовой ленты
(сканирующий электронный микроскоп)
Совершенно очевидны два недостатка представленной микроструктуры: дефекты в виде пор в слое медной фольги и очень низкое содержание свинца в бронзе.
Поры несомненно снижают надежность и усталостную прочность вкладышей, изготовленных из такой ленты.
Что касается содержания свинца в бронзе, то оно составляет всего 2.5%, что примерно в 10 раз ниже концентрации, необходимой для надежного функционирования триметаллических вкладышей. Анти-фрикционные свойства такой бронзы очень низки, и при возникновении металлического контакта с материалом вала создаются условия для задира и схватывания.
- 5.Покрытия триметаллического вкладыша ДЗВ
Основная функция покрытия триметаллического вкладыша заключается в обеспечении антифрикционных свойств в условиях прямого металлического контакта с поверхностью вала.
Покрытие играет роль твердой смазки, снижающей коэффициент трения, обеспечивающей прирабатываемость вкладыша, предотвращающей задир и абсорбирующей чужеродные частицы, циркулирующие с маслом. В этом смысле, чем мягче покрытие, тем в лучшей мере оно выполняет эти функции.
- Гальваническое покрытие из свинцовистого сплава
С точки зрения анти-фрикционных свойств из всех металлов свинец как нельзя лучше подходит в качестве материала покрытия. Однако нельзя забывать, что покрытие должно противостоять ударным нагрузкам и износу, т.е. быть достаточно прочным.
Для повышения твердости и усталостной прочности свинец легируется медью в небольших концентрациях. Покрытие вкладышей ДЗВ содержит 2-3% меди. Другая легирующая добавка — олово (8-12%), подавляюшее коррозию свинцовистого сплава в окисленном масле.
Помимо химического состава, очень важным параметром покрытия является его толщина. С одной стороны, толстое покрытие в большей степени обеспечивает анти-фрикционные свойства. Однако повышение толщины покрытия отрицательно сказывается на величине его усталостной прочности. Оптимальное значение толщины зависит от минимально допустимой величины ударной прочности и уровня анти-фрикционных свойств, требуемых для конкретного вкладыша.
На приведенной ниже диаграмме показано, каким образом определяется оптимальная толщина покрытия для вкладышей ДЗВ, предназначенных для эксплуатации в тяжелонагруженных двигателях КАМАЗ.
Рис.6 Оптимизация толщины гальванического покрытия
Как видно из графика, с ростом толщины покрытия его усталостная прочность падает, а анти-фрикционные свойства улучшаются. Наилучшее сочетание эксплуатационных свойств вкладыша для данного типа двигателей достигается при толщине покрытия 22 мкм. Несоответствие толщины покрытия оптимальной величине снижает надежность и долговечность вкладыша и двигателя вцелом. Слишком тонкое покрытие приводит к преждевременному износу и возможному задиру. Покрытия с толщиной, превышающей оптимальное значение, склонно к разрушению в результате усталости.
Как анти-фрикционное покрытие, так и никелевый подслой наносятся на поверхность вкладышей ДЗВ гальваническим методом на высокопроизводительных автоматических линиях электролитических покрытий.
Таким образом, химический состав и толщина гальванического свинцовистого покрытия вкладышей ДЗВ тщательно сбалансированы, что обеспечивает оптимальное сочетание прочности, износостойкости и анти-фрикционных свойств.
- Покрытие ПВД из сплава алюминий-олово
Последние инженерные разработки в области конструирования двигателей внутреннего сгорания выдвигают новые требования к подшипниковым материалам.
В первую очередь это касается повышения уровня необходимой усталостной прочности.
В современных дизельных двигателях с турбонаддувом и системой топливоподачи типа «Common Rail давление в цилиндрах превышает 200 атм. Соответственно велика и нагрузка на вкладыши, как шатунные, так и коренные. Давление на верхние шатунные и иногда на нижние коренные вкладыши в таких двигателях превышает предел усталостной прочности относительно мягкого покрытия из свинцовистого сплава, составляющий около 60 МПа.
Для двигателей такого типа необходимы вкладыши, имеющие значительно более прочное покрытие с пределом усталостной прочности порядка 120 МПа.
Для создания покрытий такого уровня прочности используется метод напыления из газовой фазы (ПВД). Покрытие ПВД (на западе используется термин sputter/спаттер) наносится отдельными атомами или небольшими кластерами атомов, выбиваемыми положительными ионами аргонной плазмы из материала катода (мишени) в пространстве вакуумной камеры.
Вкладыши с покрытием ПВД изготавливаются только из литой сталебронзовой ленты, поскольку только ее структура обеспечивает необходимый уровень усталостной прочности.
Вначале наносится подслой (диффузионный барьер) из сплава никель-хром, после чего наносится само покрытие, представляющее собой сплав алюминий-олово.
Метод нанесения покрытия позволяет сформировать сплав твердостью порядка 100 НV, что почти на порядок выше твердости гальванического свинцовистого покрытия. Покрытие ПВД содержит 20% олова для придания сплаву анти-фрикционных свойств.
Фрагмент микроструктуры три-металлического вкладыша ДЗВ с покрытием ПВД представлен на рис.7.
Рис.7 Покрытие ПВД на вкладыше ДЗВ
(сканирующий электронный микроскоп)
Микроструктуру покрытия отличает мелкодисперсность, химическая однородность, бездефектность и плотное прилегание к поверхности литой бронзы вкладыша ДЗВ.
Вкладыши ДЗВ на основе литой сталебронзовой ленты с особо прочным покрытием ПВД из сплава алюминий-олово имеют уровень усталостной прочности, необходимый для надежной работы в экстремально нагруженных дизельных двигателях с турбонаддувом и системой топливоподачи типа «Common Rail.
- 6.Заключение
- Материалы вкладыша подшипника скольжения должны обладать высокой усталостной прочностью и износостойкостью. В то же время его поверхность должна быть мягкой для обеспечения необходимого уровня анти-фрикционных свойств.
- Структура сталебронзового материала, произведенного по литейной технологии ДЗВ, в отличие от альтернативных технологий (спекания и плакирования), гарантирует максимально высокую прочность в сочетании с хорошими антифрикционными свойствами.
- Химический состав и толщина гальванического свинцовистого покрытия вкладышей ДЗВ тщательно сбалансированы, что обеспечивает оптимальное сочетание прочности, износостойкости и анти-фрикционных свойств.
- Вкладыши ДЗВ с покрытием ПВД имеют уровень усталостной прочности, необходимый для надежной работы в экстремально нагруженных дизельных двигателях с турбонаддувом и непосредственным впрыском топлива.
- Производства триметаллических вкладышей ДЗВ находится на технологическом уровне ведущих мировых производителей подшипников скольжения. Ни один другой завод на территории СНГ не обладает подобной технологией.
Авторская статья ««Мягкая сила» гоночных вкладышей» на сайте инженерной-технологической компании Механика
«Мягкая сила» … звучит парадоксально, не правда ли? Обычно мы воспринимаем нечто как сильное и мощное – если оно крепкое и грубое. Почему вкладыши двигателя, особенно высококачественные не могут просто быть сильными?
Разве быть «твердыми» – это недостаточно для их продолжительной и надежной работы в условиях гонок?
Ответ на этот вопрос мог бы быть «да» – но только при одном условии: если они способны работать как идеальная часть подшипника с гидродинамической смазкой.
К сожалению, так не бывает в настоящем мире гоночных двигателей.
«Гидродинамический» вкладыш
Вкладыш шейки коленчатого вала – это важнейший элемент подшипника скольжения, работающего с гидродинамической смазкой. Таким образом, поверхность вкладыша отделена от поверхности шейки масляным «клином».

Вращающаяся шейка вала всегда смещается под нагрузкой, при этом образуется клиновидный зазор между поверхностями вкладыша и шейки, заполненный моторным маслом. Этот масляный «клин» незаменим для нормальной работы гидродинамического подшипника.
Вращение шейки вызывает нагнетание масла, по направлению вращения, при этом в клиновидном зазоре создается избыточное давление. Эта сила, созданная давлением масла, противодействует внешней силе F. Поэтому пленка масла, разделяющая поверхности вкладышей и шейки, остается стабильной, и детали подшипника не контактируют между собой.
Толщина масляной пленки зависит от величины силы F, скорости вращения вала, вязкости масла, величины масляного зазора и геометрических параметров вкладыша (диаметр и длина).
Предполагается, что идеальный гидродинамический подшипник является абсолютно жестким, его ось параллельна оси шейки вала, сама шейка имеет форму идеального цилиндра, поверхности вкладыша и шейки идеально гладкие, масло – чистое и его достаточно для гидродинамической смазки.
Вкладыши из реального мира
К сожалению, вкладыши из реального мира отличаются от идеальных вкладышей. В двигателях внутреннего сгорания нагрузка на вкладыши меняется циклически, из-за переменного давления газов в цилиндрах и инерционных сил, развивающихся за счет ускорения деталей.
Переменные нагрузки на детали могут вызвать поломку вкладыша в результате усталости материала. Пленка масла предотвращает локальную перегрузку, распределяя приложенные силы по относительно большой площади.
Однако, если давление, переданное через масляный клин вкладышу, больше, чем усталостная прочность материала, на поверхности вкладыша образуются и быстро развиваются усталостные трещины.
Еще одна особенность состоит в том, что вкладыши не абсолютно жесткие.
Силы, воздействующие на подшипники скольжения, деформируют их корпуса. Мощные двигатели обычно работают на высоких оборотах, почему значительно растут силы инерции, вызванные ускорением и замедлением деталей двигателя (например – поршня в сборе с шатуном). Инерция «растягивает» (деформирует) шатун и его отверстия по вертикальной оси.
Отверстия в блоке цилиндров также могут изменить свою форму в результате высоких нагрузок на коренные подшипники. При таких условиях масляный «клин» может поменять свою форму со «сходящейся» на «расходящуюся», что ставит под угрозу условия смазки подшипника и может привести к непосредственному контакту поверхностей шейки и вкладышей.
Кроме того, вкладыши не всегда параллельны шейке, а отверстия коренных подшипников в блоке цилиндров могут быть несоосными. Несоосность (отклонение от концентричности) и непараллельность осей также вызывают прямой контакт между вкладышами и шейками.
Действительная форма шейки вала также может отличаться от формы идеального цилиндра.
Если диаметр шейки меняется в осевом направлении, то шейка может быть: конусной, бочкообразной или как «песочные часы» (вогнутой). Вариации диаметра шейки в радиальном направлении приводят к овальности или волнам вдоль окружности шейки (вибрация при шлифовании).
Шейки вала также могут менять свою форму в результате изгиба вала, вызванного перегрузкой двигателя или крутильными колебаниями. Подобные изменения формы шейки также меняет масляный зазор, разрушая масляную пленку, разделяющую поверхности вкладыша и шейки.
Поверхности вкладышей и шейки не являются идеально гладкими. Прямой контакт деталей может быть вызван также шероховатостью поверхности шейки. Качество поверхности шейки особенно важно для гоночных подшипников, которые могут работать с малой толщиной масляной пленки.
Масло, работающее в двигателе, всегда содержит примеси и загрязнения. Твердые частицы, попавшие в масло, могут застрять между трущимися поверхностями, вызывая сухое трение и ускоряя износ материала вкладышей. Масло, вытекая из вкладыша, сливается в поддон, а утечка компенсируется маслом, подаваемым масляным насосом.
Если утечка через зазоры близка к производительности насоса или превышает ее, количество масла становится недостаточным для образования стабильного «масляного клина». В результате смазка подшипника скольжения становится полусухим или сухим, характеризующимся контактом металлов между поверхностями вкладыша и шейки. Подобные условия называются масляным голоданием.
Таким образом, подшипники в реальном двигателе работают в смешанном режиме смазки, характеризующемся периодическим контактом между поверхностями трения.
В отличие от идеального гидродинамического режима, вкладыши, работающие в режиме смешанной смазки, должны иметь определенную комбинацию свойств материала, в том числе связанные с мягкостью.
Свойства материалов вкладышей
В гоночных двигателях вкладыши работают в условиях высоких переменных нагрузок, высоких оборотов, периодического контакта деталей подшипников и при наличии загрязнений, попавших в масло.
Вот основные свойства материалов для вкладышей двигателя:
-
Нагрузочная способность (усталостная прочность) – максимальное значение циклических напряжений, которому вкладыш может противостоять, не образуя усталостных трещин после множественного числа циклов нагружения.
-
Износостойкость – способность материала вкладыша сохранять форму в условиях смешанной смазки и при наличии посторонних частиц, занесенных маслом.
-
Совместимость (устойчивость к заклиниванию) – способность материала вкладыша сопротивляться физическому соединению («свариванию») с шейкой коленвала, когда она контактирует с поверхностью вкладыша.
-
Способность к местной деформации – способность материала вкладыша приспосабливаться к несовершенствам геометрии шейки, корпуса или самого же вкладыша.
-
Способность к поглощению – свойство материала вкладыша задерживать мелкие посторонние частицы, занесенные с маслом.
-
Сопротивление коррозии – способность материала вкладыша противостоять химическому разрушению со стороны масла или веществ, которые могут загрязнить масло.
-
Сопротивление кавитации – способность материала вкладыша противостоять ударным напряжениям, вызванным схлопывающимися кавитационными пузырьками, которые образуются в результате резких локальных изменений давления в циркулирующем масле.
Усталостная прочность, износостойкость и сопротивление кавитации характеризуют прочность и твердость материала.
Совместимость (устойчивость к заклиниванию), способность к местной деформации и способность к поглощению связаны с мягкостью материала. Вкладыши двигателя должны сочетать все эти противоречивые требования, в зависимости от условий работы. Это очень сложная задача, так как одни характеристики (прочность и жесткость) плохо сочетается с другими («мягкостью»).
Структуры материалов вкладыша
Нужные качества может быть достигнуты, если материал вкладыша имеет композитную структуру.
Вкладыши для подшипников скольжения двигателя обычно выполняют из стальной ленты, на которую нанесена относительно твердая основа (сплавы на основе меди или алюминия), в сочетании с твердой смазкой: либо тонкий верхний слой, либо мелких антифрикционных частиц, распределенных по всему материалу основы.
Вкладыши с тонким верхним антифрикционным слоем называются триметаллическими, а без верхнего слоя – биметаллическими.
Конструкция типичных триметаллических и биметаллических вкладышей показана на рисунке ниже.

Ниже показана микроструктура типичного триметаллического вкладыша.

Верхний слой дает вкладышу требуемую «мягкость». Мягкие свинцовистые сплавы, обычно используемые как верхний антифрикционный слой в гоночных вкладышах, имеют великолепные совместимость (устойчивость к заклиниванию), способность к местной деформации и способность к поглощению.
Прочность обеспечивается расположенным промежуточным слоем – из освинцованной бронзы. Свинец нужен, чтобы улучшить стойкость к заклиниванию.
Триметаллические вкладыши имеют ограничение по толщине верхнего слоя, которая всегда является результатом компромисса между требуемой нагрузочной способностью и антифрикционными свойствами вкладыша.
Если верхний слой частично стерся, это увеличивает опасность заклинивания между шейкой коленвала и вскрытой бронзой промежуточного слоя.
Биметаллические вкладыши не имеют верхнего слоя; поэтому они более терпимы к величине износа.
Следующий рисунок показывает типичную микроструктуру биметаллического вкладыша.

Слой алюминиевого сплава в биметаллическом вкладыше содержит микрочастицы олова, распределенные по всей алюминиевой матрице. Олово здесь служит твердой смазкой. Сами алюминиевые сплавы обычно мягче, чем бронза в триметаллических вкладышах. Поэтому они обеспечивают хорошее совместимость (устойчивость к заклиниванию), способность к местной деформации и способность к поглощению.
Толщина алюминиевого сплава в биметаллическом вкладыше составляет около 0,30 мм. В результате он может выдержать большую деформацию и несоосность, чем триметаллический гоночный вкладыш, толщина верхнего слоя которого всего лишь 0,013 мм.
pMax Black™: усиленный материал для триметаллического вкладыша
Триметаллические вкладыши с «мягким» свинцовым верхним слоем традиционно популярны в гоночных двигателях. Однако мощность подобных двигателей значительно увеличилась за последние годы. При этом также увеличились нагрузки на вкладыши.
Помимо большей нагрузки, появилась тенденция использовать моторные масла с пониженной вязкостью, чтобы уменьшить потери мощности на трение.
Таким образом, вкладыши в современном гоночном двигателе работают при более высоких нагрузках и уменьшенной минимальной толщине масляной пленки. Нагрузочная способность и износостойкость традиционных триметаллических материалов уже не отвечает современным требованиям.
Инженеры компании King Engine Bearings решили эту проблему с помощью усиленного триметаллического материала под названием pMax Black™.

Он был разработан специально для высокофорсированных гоночных двигателей. Эта технология делает возможным образование сверхтонкой «закаленной» пленки на поверхности верхнего слоя вкладыша.
Подобная пленка значительно сокращает износ верхнего слоя и эффективно препятствует образованию усталостных трещин на поверхности вкладыша.
Стендовые эксперименты показали, что усталостная прочность верхнего слоя pMax Black™ составляет около 700 атм., что на 17 % больше, чем прочность традиционных триметаллических вкладышей (590 атм).
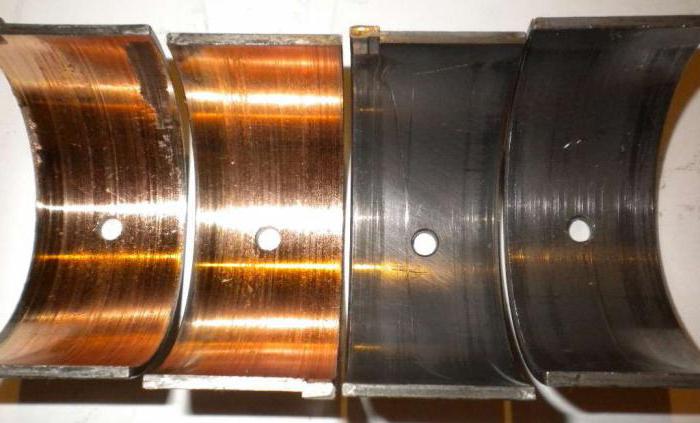
В то же время, сохранены все свойства «мягкого» верхнего слоя: устойчивость к заклиниванию, способности к местной деформации и поглощению. Подобные вкладыши легко узнать по темному цвету рабочей поверхности.
Важно подчеркнуть, что верхний слой pMax Black™, с его упрочненным сверхтонким верхним слоем остается значительно мягче, чем сталь или чугун. Поэтому он не вызывает повреждений поверхности шейки в случае кратковременного контакта «металла-металл».
Биметаллические гоночные вкладыши HP
Большинство алюминиевых сплавов, используемых в биметаллических вкладышах, имеют допустимое давление не более 680 атм. Поэтому их нельзя использовать в двигателях, совмещающих высокую степень форсировки нагрузки и относительно большой ресурс.
Чтобы лучше соответствовать ситуациям, в которых характерные свойства биметаллических вкладышей проявляются оптимальным образом, King Engine Bearings разработал биметаллические гоночные вкладыши серии HP.
Подобные вкладыши HP лучше всего подходят для стритрейсинга, гонок дрегстеров и, даже, для гонок на кольцевых трассах средней протяженности.
Алюминиевый сплав во вкладышах HP обеспечивает сбалансированное сочетание хорошей нагрузочной способности с хорошими способностями к поглощению и к местной деформации, что важно для удержания посторонних частиц и компенсации прогибов коленвала.
Устойчивость сплава к заклиниванию также улучшена добавкой кремния в его состав.
ХОТИТЕ СТАТЬ АВТОРОМ?
Пришлите свою статью
Вкладыши коленвала: неисправности и подбор новых деталей
Одним из важнейших элементов привычного нам ДВС является коленвал. За счет него энергию от сгорания топлива можно передать смежным элементам и обеспечить вращение колес. Ключевой момент здесь: вал вращается. На первый взгляд ничего особенного, но любой инженер подтвердит, что работа с вращающимися элементами требует особого подхода. Ведь необходимо обеспечить вращение для вибраций, а также нагрева, обусловленного действием сил трения. В этом очень помогают вкладыши коленвала, представляющие собой полукольца с т.н. антифрикционным покрытием. На первый взгляд, очень простая вещь, однако грамотному автолюбителя нужно знать об этих элементах коленвала все. Об устройстве вкладышей, их неисправностях, а также методике замены вы узнаете из материала Avto.pro.
Подробнее о детали
Вкладыши по своей сути – это подшипники скольжения, в которых нуждаются шатуны, вращающие коленвал, и отдельные части самого вала. Вращение обеспечивает сгорающая в цилиндрах двигателя смесь воздуха и топлива. Разумеется, двигатель работает при больших нагрузках и стремится как можно сильнее раскрутить коленчатый вал. Проблема возможного трения деталей здесь стоит особенно остро, причем возникновение т.н. сухого (безмасляного) трения может вывести двигатель из строя очень быстро. Решение простое: обеспечить постоянное наличие тонкой масляной пленки. Выходит, что вкладыши коленчатых валов представляют собой лишь своеобразную защиту, которая поддерживает масляную пленку в местах трения. В идеале из строя по адекватным причинам вкладыши должны выходить. Сразу отметим, что вкладыши коленвала бывают следующие:
- Коренные. Такие вкладыши располагают между самим валом и теми местами, в которых он проходит через корпус двигателя;
- Шатунные. Их устанавливают между шатунами и шейками автомобильного коленвала.
Как уже было указано выше, вкладыши коленвала не похожи на классические роликовые или шариковые подшипники – они выглядят как обычные полукольца. Дело в том, что обычные подшипники не выдержат нагрузок, которые выдает силовой агрегат автомобиля. Лишь в некоторых маломощных моторах установлены подшипники качения, тем временем как наиболее распространенными являются именно подшипники скольжения. Резюмируя, назначение вкладышей коленчатого вала в следующем:
- Обеспечить нормальную передачу сил и моментов, которые возникают при работе силового агрегата;
- Минимизация сил трения, которые возникают в местах контакта коленвала, опор блока цилиндров, а также шатунов;
- Центровка деталей, правильное позиционирование;
- Распределение масла.
Здесь стоит отметить, что со временем геометрия вкладышей меняется. Сильно изношенные детали необходимо менять, но в качестве замены не всегда подходят оригинальные вкладыши, установленные еще на заводе автоконцерна. Рекомендуется установка вкладышей ремонтных размеров, толщина которых больше. Если на старый двигатель установить не ремонтные вкладыши, зазор между деталями будет слишком большим, что может вылиться к появлению стуков и интенсивному износу коленчатого вала.

Как устроены вкладыши коленвала
Конструкция современных подшипников скольжения коленчатого вала составная. Она включает в себя пару металлических полуколец, которые охватывают шейку коленчатого вала и снизу, и сверху. Сами полукольца при этом плоские – иначе бы не удалось создать достаточно небольшой зазор между вкладышем и валом. Кроме того, во вкладышах предусмотрены такие элементы:
- Одно или два отверстия, через которые масло может двигаться к масляному каналу;
- Продольная канавка, если это коренной вкладыш (нижний) или же верхний шатунный;
- Боковые стенки, если вкладыш упорный;
- Фиксирующий замок, выполненный в виде пазов под штифтовое крепление или в виде шипов.
Сами вкладыши при этом бывают биметаллические или же триметаллические. Самыми простыми и распространенными являются именно биметаллические вкладыши, основой которых является полосы 0,9 – 4,0 миллиметра толщиной из стали и с антифрикционным покрытием, толщина которого составляет 0,25 – 0,40 миллиметра. Как правило, такое покрытие выполнено из мягкого сплава меди, свинца и олова. Реже встречается сплав из меди, алюминия и олова, а также свинца, алюминия, олова и кремния. Как правило, медь и алюминий составляют 75% сплава.
Менее распространенные триметаллические вкладыши коленвала имеют специальный покровный слой очень малой толщины. Он призван защитить вкладыш от коррозии и быстрого износа. Состав сплава почти аналогичен составу для антифрикционного слоя, вот только в нем содержится очень много свинца и довольно мало меди. Кроме того, самые продвинутые и дорогостоящие вкладыши могут иметь дополнительные защитные слои – один с внутренней, а второй с наружной стороны. В составе защитных слоев может встречаться олово и никель. Сразу отметим, что подшипники скольжения имеют иногда имеют весьма занятные исполнения, так как автоконцерны могут создавать вкладыши по-своему, не руководствуясь единым стандартом.
Причины и признаки неисправности
Вкладыши могут выходить из строя по ряду причин. Разумеется, эксплуатационный ресурс вкладышей очень большой, так что автолюбители не так часто сталкиваются с необходимостью их замены. Но если поломка все же случилась, действовать нужно незамедлительно. Рекомендуется сразу обратиться на СТО, где двигатель сможет осмотреть специалист. Однако продлить эксплуатационный ресурс вкладышей автолюбитель может. Вот по каким причинам данные детали могут выходить из строя:
- Попадание инородных тел;
- Усталость металла;
- Износ вследствие проникновения олова;
- Коррозия поверхности;
- Грязевая эрозия;
- Недостаточное смазывание;
- Эрозия из-за кавитации;
- Несоостность.
Как видите, причин выхода из строя довольно много. Давайте рассматривать их по порядку. Касательно первой причины: если на рабочую поверхность вкладыша попадают инородные тела или же грязь, дальнейший износ вкладыша происходит ускоренно. Строго рекомендована очистка системы и замена подшипников, если они имеют критический износ. Касательно второй: усталость может быть вызвана как длительной эксплуатацией, так и чрезмерной нагрузкой на деталь. Стоит опасаться как установки низкокачественных вкладышей, так и недогорания топлива в камерах и неправильного тюнинга мотора. Кроме того, имеет смысл проверить форму шейки вала. Касательно третьей: если вкладыш перемещается на своем посадочном месте, в местах, где слой олова значителен, он может изнашиваться намного сильнее. Здесь рекомендован осмотр, очистные работы и корректировка. Касательно четвертой причины: ускоренный износ детали и появление на ней следов коррозии зачастую связано с применением низкокачественного моторного масла. При этом особняком стоит выход вкладышей из строя вследствие грязевой эрозии (пятый пункт списка). На вид все просто: из-за скопления грязи на вкладышах, а в иных случаях и в области вокруг масляных отверстий, детали изнашиваются быстрее. На деле же причин, по которым в системе появляется так много грязи, несколько. Рекомендована замена масла, а также масляных и воздушных фильтров.

Одной из самых частых причин, по которой любые вкладыши приходится менять чаще обычного, кроется в невысоком качестве смазывания (шестой пункт списка). Вследствие возникновения сухого трения вкладыши могут изнашиваться очень сильно. Рекомендуется проверить систему смазывания агрегата, а также убедиться в опор вкладышей и общей целостности вала. Касательно седьмой причины: проверьте, нет ли в моторном масле примесей антифриза от утечки. Также имеет смысл убедиться в правильности зазоров вкладышей. В иных случаях эрозия из-за кавитация может быть вызвана частой детонацией топлива и слишком большой скоростью тока моторного масла в системе. Сам вкладыш при этом будет иметь хорошо заметные точки вымывания. И, наконец, что касается восьмой причины: если вкладыш сильно изнашивается ближе к кромке, нужно проверить правильность расположения осей вкладышей и шейки.
Выявить поломку вкладыша зачастую удается лишь в самый последний момент. Именно по этой причине производители автомобилей рекомендуют периодически проводить диагностику двигателя, менять вкладыши, опционально производить шлифовку шеек коленчатого вала. Если вы слышите глухой металлический стук в районе двигателя, критически высока вероятность того, что его источником является вал с изношенными вкладышами. Как показала практика, стук шатунных вкладышей имеет высокую резкость и очень хорошо прослушивается, если вы удерживаете холостые обороты и затем резко подгазовываете.
Немного о подборе вкладышей
Самостоятельный подбор вкладышей – довольно рисковое дело, так как вероятность выбрать деталь, которая не вполне подходит к коленвалу вашего автомобиля, будет сложно. Дело в том, что потенциальному покупателю важно учитывать не только совместимость запчасти с автомобилем, но еще и состояние некоторых его узлов. В данном случае речь идет об коленчатом вале, который еще и придется отшлифовать. Так что без обращения к эксперту, который разберет двигатель и проведет диагностику, зачастую не обойтись. Вполне вероятно, что придется устанавливать ремонтные вкладыши большой толщины. Такие детали можно искать по следующим параметрам:
- Данные автомобиля;
- VIN-код;
- Код подходящего вкладыша.
Проще всего вести поиски в каталогах интернет-магазинов. Там автолюбитель сможет, к примеру, найти оригинальные вкладыши и, отталкиваясь от них, подобрать ремонтные. Если старые вкладыши просто износились по причине длительной эксплуатации и значительных нагрузок, есть вероятность того, что дефектовка коленчатого вала не потребуется. Из этого следует, что подходящие вкладыши будет подобрать несколько проще.
Если вы хотите выполнить как можно более значительный объем работ самостоятельно, то для начала вам придется определить показатель зазора. Для этого нужен динамометрический ключ и специальная калибровочная проволока. Если зазор большой, это говорит о необходимости расточки вала и дальнейшей установки ремонтных вкладышей. Работу с валом можно доверить исключительно профессионалам. Размер подходящих вкладышей можно определить микрометром. В технических руководствах тоже можно найти полезную для поиска вкладышей информацию.
Вывод
Вкладыши коленчатого вала – простые и, на первый взгляд, невероятно живучие элементы современных двигателей. Практика успела показать, что с необходимостью замены вкладышей за весь период пользования автомобилем приходится сталкиваться один-два раза. Но не стоит думать, что это именно та деталь, которая не должна ломаться. Напротив, вкладыши иногда называют защитными элементами коленчатого вала, так как они одними из первых принимают на себя удар. Если вы столкнулись с необходимостью замены вкладышей, ни в коем случае не медлите. Обратитесь к специалисту по двигателям и доверьте все ему, или же попытайтесь сделать часть работы самостоятельно.
Как правильно ставить коренные вкладыши
Вкладыши коренные для разных автомобилей: замена, ремонт, установка
Проворот вкладышей коленчатого вала относится к наиболее распространенным серьезным поломкам двигателя. Это не приводит к выходу его из строя, но сказывается на производительности. Далее рассмотрены особенности и принципы функционирования вкладышей, а также замена коренных вкладышей.
Определение
Коренные вкладыши — это элементы двигателя, представленные подшипниками скольжения, служащие для ограничения от осевых перемещений коленчатого вала и обеспечения вращения коренных шеек в блоке цилиндров.

Принцип функционирования
В конструкции автомобилей применено множество вращающихся элементов. Легкость их вращения обеспечивают путем применения подшипников. Наиболее нагруженной вращающейся деталью двигателя является коленчатый вал. Поэтому его также устанавливают на подшипники, причем наиболее часто применяют подшипники скольжения. Современные детали такого типа представлены стальными листами с антифрикционным покрытием. Это вкладыши коренные.
Типы вкладышей
Помимо коренных существуют шатунные вкладыши. Необходимо различать их.
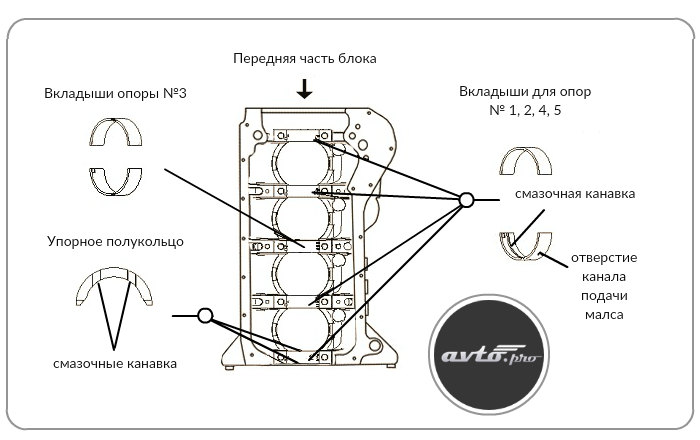
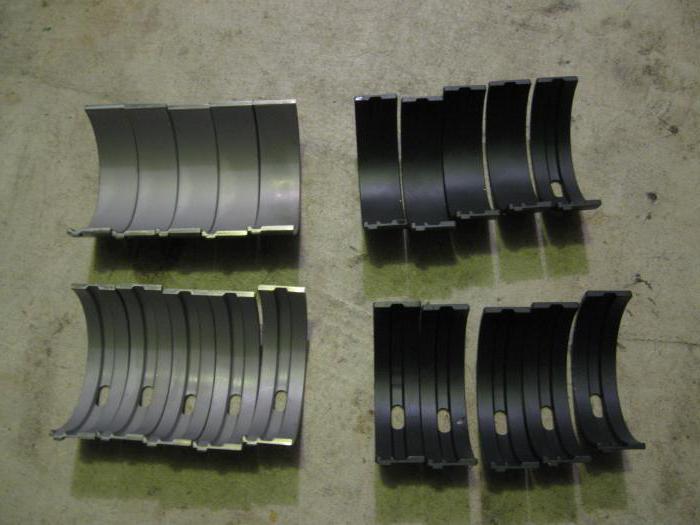
За исключением среднего вкладыши имеют кольцевые канавки. Детали средней опоры шире прочих. Всего таких вкладышей 10: 4 с канавкой и 6 без. В корпус блока цилиндров монтируют вкладыши коренные с канавками и один без на третье место. Оставшиеся монтируют в коренные крышки.
Шатунные вкладыши по диаметру меньше. Они одинаковы по размеру, поэтому взаимозаменяемы, и не имеют кольцевых канавок. В шатуне монтируют вкладыш с отверстием, а в крышке без.
Особенности установки
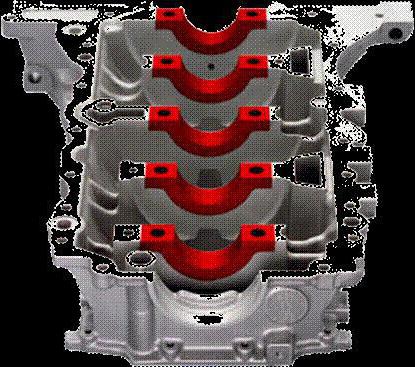
Комплект коренных вкладышей устанавливают в фиксированное положение в специальные места, называемые постелями. Необходимость фиксированной установки объясняется двумя факторами. Во-первых, некоторые вкладыши имеют отверстия для масла, и их необходимо совместить с аналогичными каналами в постелях. Во-вторых, это позволяет обеспечить трение деталей по подготовленным для этого поверхностям.

Особенности эксплуатации
В процессе функционирования двигателя вкладыши подвергаются постоянным нагрузкам вследствие взаимного трения данных деталей. Поэтому установка коренных вкладышей должна быть выполнена с надежной фиксацией во избежание их смещения вращающимся коленчатым валом. Для этого принимают меры:
- Во-первых, учитывают особенности трения рассматриваемых деталей, которое проявляется при их скольжении друг о друга под нагрузкой. Его величина определяется коэффициентом трения и величиной нагрузки на взаимодействующие детали. Поэтому для обеспечения надежного удержания вкладышей следует снизить воздействие на них коленчатого вала. С этой целью снижают коэффициент трения путем применения антифрикционных материалов, которые наносят на поверхность вкладышей.
- Во-вторых, вкладыши коренные удерживаются механическим способом на местах. Для этого используют два метода. Данные элементы устанавливают с натягом, заданным конструктивно. К тому же на каждом из них присутствует дополнительный элемент, называемый усиком, также служащий для удерживания.
Размеры
Габаритные параметры необходимо знать, чтобы, обеспечив натяг, грамотно установить коренные вкладыши. Размеры данных элементов выбирают на основе диаметра постели. По данному параметру вкладыши подразделяют на размерные группы, обозначение которых содержится в маркировке.

По размеру коренные вкладыши коленвала подразделяют на номинальные и ремонтные. Существует четыре ремонтных размера с разницей в 0,25 мм. Их применяют, если замена осуществляется для шлифованного коленвала в соответствии с его размерами.
Причины износа
Как было упомянуто выше, при работе двигателя на каждый коренной вкладыш двигателя постоянно воздействует сила трения, стремящаяся сместить его с исходного места. В исходном состоянии в исправном двигателе прочность деталей рассчитана с запасом, для того чтобы выдерживать такие нагрузки. Для силовых агрегатов мощностью до 200 л. с. напряжения на вкладыш составляют от 0,1 до 1 кгс. Величина силы его пропорциональна нагрузке при постоянном коэффициенте трения.
К тому же вкладыши коренные защищены тем, что функционируют в режиме жидкостного трения. Это обеспечивается применением масла, которое создает пленку между шейкой вала и рабочей поверхностью вкладыша. Таким образом рассматриваемые детали предохраняются от прямого соприкосновения, и достигается минимальная сила трения. Образование масляной пленки определяется скоростью взаимного перемещения трущихся деталей. С ее возрастанием увеличивается гидродинамический режим трения. Под данным термином понимают возрастание эффективности затягивания пленки в зазор и увеличение ее толщины вследствие этого. Однако с возрастанием скорости деталей также увеличивается количество выделяемого при трении тепла, и, следовательно, температура масла возрастает. Это приводит к его разжижению, в результате чего толщина пленки снижается. Поэтому для оптимального режима работы необходимо достижение баланса между рассмотренными процессами.
В случае нарушения целостности масляной пленки коэффициент трения возрастает. Вследствие этого проворачивающий момент, создаваемый коленчатым валом, увеличивается даже при постоянной нагрузке.
Однако иногда встречается обратная ситуация, когда повышенные по каким-либо причинам нагрузки приводят к уменьшению толщины масляной пленки. Также в результате этого возрастает температура, особенно в зоне трения. Вследствие этого смазка разжижается, еще больше сокращая толщину.
Данные процессы могут быть взаимосвязаны и проявляться совместно. То есть один из них может являться следствием другого.
Следовательно, на проворачивающий момент значительно влияет вязкость масла. Связь между данными факторами прямо пропорциональна, то есть чем она выше, тем больше сила трения. К тому же при большой вязкости увеличивается масляный клин. Однако при чрезмерной вязкости масло не поступает в достаточных объемах в зону трения, вследствие чего толщина масляного клина снижается. Вследствие этого влияние вязкости масла на проворачивание вкладышей невозможно определить однозначно. Поэтому в учет принимают другое свойство данного материала: смазывающую способность, под которой понимают прочность его сцепления с рабочей поверхностью.
Коэффициент трения определяется шероховатостью и точностью геометрии соприкасающихся поверхностей, а также наличием в смазочном материале посторонних частиц. В случае присутствия частиц в смазке либо неровностей поверхности пленка нарушается, вследствие чего на некоторых зонах проявляется режим полусухого трения. Причем данные факторы наиболее интенсивно проявляются в начале эксплуатации автомобиля, когда происходит приработка деталей, поэтому трущиеся детали в этот период особо чувствительны к перегрузкам.
Помимо этого, коренные вкладыши коленвала проворачиваются по причине недостаточного усилия, удерживающего их в постели. Оно может быть обусловлено неграмотной установкой либо являться следствием износа в результате воздействия проворачивающего момента.
Проворот вкладышей
Нередко происходит смещение коренных вкладышей с мест установки коленвалом (проворот). Это может быть вызвано снижением натяга, удерживающего рассматриваемые детали в постелях, под воздействием названных выше факторов, а одних усиков недостаточно для удержания.
Срыв коренных вкладышей с постелей можно определить по таким факторам, как глухие металлические стуки при работе двигателя и падение давления в системе смазки.
Ремонт
Для замены коренных вкладышей требуются комплекты гаечных ключей и отверток и микрометр. Ремонт коренных вкладышей включает несколько операций.
- Прежде всего нужно обеспечить доступ к автомобилю снизу. То есть следует установить его над смотровой ямой либо на эстакаду.
- С клеммы аккумуляторного блока снимают минусовой провод.
- Далее демонтируют поддон картера двигателя (это наиболее простой способ доступа, можно начать разборку сверху и вывесить двигатель).
- После этого с блока цилиндров снимают держатель заднего сальника коленвала.
- Потом удаляют крышку привода распредвала с прокладкой.
- Затем снимают со звездочки-шкива коленвала цепь.
- Далее нужно пометить взаимное расположение крышек подшипников относительно блока цилиндров и шатунов относительно их крышек.
- Затем ключом на 14 откручивают гайки крышки шатуна и демонтируют ее с вкладышем.
- Данные операции повторяют для всех шатунов.
- По завершении крышки сдвигают вверх.
- Потом вынимают вкладыши коренные из крышек и шатунов.
- Далее ключом на 17 откручивают болты крышек коренных подшипников коленвала.
- Сначала демонтируют крышку последнего из них.
- Она открывает доступ к упорным полукольцам в проточках задней опоры коленвала. Их извлекают, нажимая на концы тонкой отверткой.
- Данные операции повторяют для оставшихся крышек подшипников. При этом нужно придерживать коленчатый вал. Следует отметить, что крышки обозначены номерами, а отсчет ведется от носка коленвала.
- Затем его вынимают из картера.
- Сначала извлекают вкладыши шатуна, а затем коренные вкладыши коленвала.
- Коленчатый вал нужно осмотреть на предмет повреждений. Если они присутствуют, деталь меняют.
- Также исследуют шатунные и коренные крышки путем измерения микрометром. Полученные данные соотносят с табличными.
- При необходимости детали шлифуют. В таком случае нужно будет измерить их для вычисления ремонтного размера вкладышей.
- Коленвал очищают путем промывки керосином и продувания полостей.
- Затем устанавливают новые вкладыши подшипников.
- В проточки постели пятого подшипника монтируют упорные полукольца канавками к коленвалу.
- Далее проверяют зазор между данными деталями. Нормальной величиной считают 0,06-0,26 мм. Если он более 0,35 мм, используют кольца увеличенной толщины.
- Коленвал устанавливают в блок, предварительно смазав маслом.
- Затем монтируют крышки подшипников и проверяют свободу вращения коленвала.
- На него устанавливают шатуны, вкладыши и крышки.
- Потом монтируют поддон масляного картера.
- После этого устанавливают держатель коленвала с задним сальником.
- Наконец, устанавливают оставшиеся детали.
- В завершение регулируют натяжение цепи ГРМ, ремня генератора и момент зажигания.
Как и с каким усилием затягивать шатунные и коренные вкладыши

Двигатель внутреннего сгорания конструктивно имеет большое количество сопряженных деталей, которые во время работы ДВС испытывают значительные нагрузки. По указанной причине сборка мотора является ответственной и сложной операцией, для успешного выполнения которой следует соблюдать технологический процесс. От надежности фиксации и точности прилегания отдельных элементов напрямую зависит работоспособность всего силового агрегата. По этой причине важным моментом является точная реализация расчетных сопряжений между привалочными поверхностями или парами трения. В первом случае речь идет о креплении головки блока цилиндров к блоку цилиндров, так как болты ГБЦ необходимо протягивать со строго определенным усилием и в четко обозначенной последовательности.
Рекомендуем также прочитать статью о том, как производится обтяжка болтов головки блока цилиндров. Из этой статьи вы узнаете о моменте затяжки ГБЦ, о последовательности затяжки, а также о различных нюансах во время выполнения данной операции.
Что касается нагруженных трущихся пар, повышенные требования выдвигаются к фиксации шатунных и коренных подшипников скольжения (коренные и шатунные вкладыши). После ремонта двигателя в процессе последующей сборки силового агрегата очень важно соблюдать правильный момент затяжки коренных и шатунных вкладышей двигателя. В этой статье мы рассмотрим, почему необходимо затягивать вкладыши со строго определенным усилием, а также ответим на вопрос, какой момент затяжки коренных и шатунных вкладышей.
Что такое подшипники скольжения

Для лучшего понимания того, почему вкладыши в двигателе нужно затягивать с определенным моментом, давайте взглянем на функции и назначение указанных элементов. Начнем с того, что указанные подшипники скольжения взаимодействуют с одной из самых важных деталей любого ДВС — коленчатым валом. Если коротко, возвратно-поступательное движение поршня в цилиндре преобразуется во вращательное движение именно благодаря шатунам и коленвалу. В результате появляется крутящий момент, который в итоге передается на колеса автомашины.
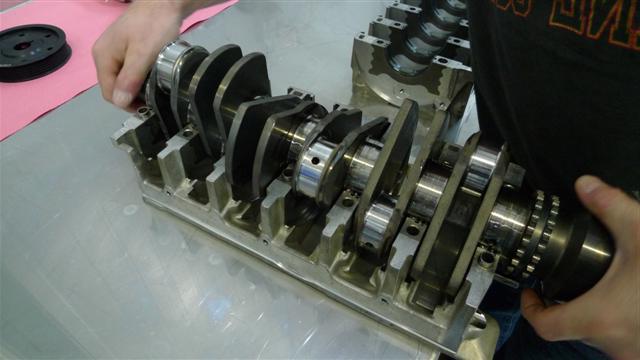
Коленчатый вал вращается постоянно, имеет сложную форму, испытывает значительные нагрузки и является дорогостоящей деталью. Для максимального увеличения срока службы элемента в конструкции КШМ применяются шатунные и коренные вкладыши. С учетом того, что коленвал вращается, а также ряда других особенностей, для данной детали создаются такие условия, которые минимизируют износ.
Другими словами, инженеры отказались от решения установить обычные шариковые подшипники или подшипники роликового типа в данном случае, заменив их на коренные и шатунные подшипники скольжения. Коренные подшипники используются для коренных шеек коленчатого вала. Вкладыши шатунов устанавливаются в месте сопряжения шатуна с шейкой коленвала. Зачастую коренные и шатунные подшипники скольжения выполнены по одинаковому принципу и отличаются только внутренним диаметром.
Для изготовления вкладышей используются более мягкие материалы по сравнению с теми, из которых изготовлен сам коленвал. Также вкладыши дополнительно покрывают антифрикционным слоем. В место, где вкладыш сопряжен с шейкой коленвала, под давлением подается смазочный материал (моторное масло). Указанное давление обеспечивает маслонасос системы смазки двигателя. При этом особенно важно, чтобы между шейкой коленвала и подшипником скольжения был необходимый зазор. От величины зазора будет зависеть качество смазывания трущейся пары, а также показатель давления моторного масла в смазочной системе двигателя. Если зазор будет увеличен, тогда происходит снижение давления смазки. В результате происходит быстрый износ шеек коленвала, а также страдают другие нагруженные узлы в устройстве ДВС. Параллельно с этим в двигателе появляется стук.
Добавим, что низкий показатель давления масла (в случае отсутствия других причин) является признаком того, что нужно шлифовать коленвал, а сами вкладыши двигателя необходимо менять с учетом ремонтного размера. Для ремонтных вкладышей предусмотрено увеличение толщины на величину 0.25 мм. Как правило, ремонтных размеров 4. Это значит, что диаметр ремонтного вкладыша в последнем размере будет на 1 мм. меньше по сравнению со стандартным.
Рекомендуем также прочитать статью о том, когда и почему нужно растачивать коленвал. Из этой статьи вы узнаете о том, что такое шлифовка коленвала двигателя, для чего необходима данная процедура и как она выполняется.
Сами подшипники скольжения состоят из двух половин, в которых выполнены специальные замки для правильной установки. Главной задачей является то, чтобы между шейкой вала и вкладышем образовался зазор, который рекомендуется изготовителем двигателя.
Как правило, для замеров шейки используется микрометр, внутренний диаметр шатунных вкладышей промеряется нутромером после сборки на шатуне. Также для замеров можно использовать контрольные полосы бумаги, используется медная фольга или контрольная пластиковая проволока. Зазор на минимальной отметке для трущихся пар должен быть 0. 025 мм. Увеличение зазора до показателя 0.08 мм является поводом к тому, чтобы расточить коленвал до следующего ремонтного размера
Отметим, что в некоторых случаях вкладыши просто меняются на новые без расточки шеек коленвала. Другими словами, удается обойтись только заменой вкладышей и получить нужный зазор без шлифовки. Обратите внимание, опытные специалисты не рекомендуют такой вид ремонта. Дело в том, что ресурс деталей в месте сопряжения сильно сокращается даже при учете того, что зазор в трущейся паре соответствует норме. Причиной считаются микродефекты, которые все равно остаются на поверхности шейки вала в случае отказа от шлифовки.
Как затягивать коренные вкладыши и вкладыши шатунов

Итак, с учетом вышесказанного становится понятно, что момент затяжки коренных и шатунных вкладышей крайне важен. Теперь перейдем к самому процессу сборки.
- Прежде всего, в постели коренных шеек устанавливаются коренные вкладыши. Необходимо учитывать, что средний вкладыш отличается от других. Перед установкой подшипников удаляется смазка-консервант, после чего на поверхность наносится немного моторного масла. После этого ставятся крышки постелей, после чего осуществляется затяжка. Момент затяжки должен быть таким, который рекомендован для конкретной модели силового агрегата. Например, для моторов на модели ВАЗ 2108 этот показатель может быть от 68 до 84 Н·м.
- Далее производится установка вкладышей шатунов. Во время сборки необходимо точно установить крышки на места. Указанные крышки промаркированы, то есть их произвольная установка не допускается. Момент затяжки шатунных вкладышей немного меньше по сравнению с коренными (показатель находится в рамках от 43 до 53 Н·м). Для Lada Priora коренные вкладыши затягиваются с усилием 68.31-84.38, а шатунные подшипники имеют момент затяжки 43.3-53.5.
Следует отдельно добавить, что указанный момент затяжки предполагает использование новых деталей. Если же речь идет о сборке, при которой используются бывшие в употреблении запчасти, тогда наличие выработки или других возможных дефектов может привести к отклонению от рекомендуемой нормы. В этом случае при затяжке болтов можно отталкиваться от верхней планки рекомендуемого момента, который указан в техническом руководстве.
Как использовать ремонтные вкладыши коленвала и продлить срок службы механизма?
В процессе эксплуатации двигателя постепенно происходит износ всех деталей, в том числе коренных и шатунных шеек, поэтому для восстановления их работоспособности используются ремонтные вкладыши коленвала. Коренная шейка – часть подшипника, связывающего мотор и вал, является главной опорой коленвала. А шатунная шейка также является опорой, но уже для связи вала с шатунами. Поэтому целостность этих деталей принципиально важна.
Что такое ремонтные вкладыши коленвала?
Для всех шатунных и коренных шеек коленчатого вала имеются свои ремонтные размеры (параметры, которые они могут принимать после шлифовки в процессе расточки коленвала), которые должны соответствовать размерам аналогичных вкладышей, используемых в качестве запасных частей. Оба вида вкладышей исполняют роль подшипников, в значительной степени улучшающих скольжение, поэтому при их износе должна осуществляться своевременная замена, сопровождаемая расточкой коленчатого вала.
Для большинства двигателей существует несколько ремонтных размеров вкладышей. Например, для классических ВАЗовских моделей таких размеров четыре. Соответственно, коленчатый вал может быть расточен четыре раза. По сути, это обычная шлифовка поверхности трущихся деталей, чтобы сделать ее снова гладкой и пригодной к работе. Наружный размер вкладышей остается неизменным, а внутренний размер регулируется за счет увеличения их толщины. После каждой замены вкладышей двигатель должен проработать не одну тысячу километров, если он будет исправно смазываться, т.е. другие системы не будут барахлить.






Как определить износ вкладышей коленвала и помочь механизму?
При ремонте двигателя очень часто возникает вопрос, как определить износ вкладышей коленвала и их следующий ремонтный размер (который они будут иметь после грядущей расточки). Как правило, для замеров применяется микрометр (измеряет линейные размеры), но можно с достаточной точностью вычислить это визуально. Сразу же оценивается возможность дальнейшей расточки коленчатого вала.
Замена требуется практически незамедлительно в том случае, когда провернуло вкладыши коленвала. Об этом вам скажет громкий стук механизма и постоянные попытки мотора глохнуть, иногда шейки клинит, тогда ехать дальше точно не получится. Во всех других случаях необходимо проводить тщательный осмотр, и, если на шейках наблюдаются волнообразные канавки, которые можно почувствовать руками, коленчатый вал необходимо растачивать и устанавливать вкладыши соответствующего ремонтного размера.
Рекомендуется приобретать вкладыши только после расточки вала, поскольку при большом износе возможна его расточка не на один размер, а на два.
Как поставить вкладыши на коленвал – порядок действий
В большинстве случаев замена вкладышей производится на СТО, однако при желании любой водитель, имеющий навыки ремонта и умеющий пользоваться инструментом, вполне может попытаться осуществить эту операцию самостоятельно. Для этого нужно последовательно сделать такие действия:
- Первым делом важно проверить зазор между вкладышем и коленвалом. Для этого калиброванная пластмассовая проволока располагается на нужной шейке. После этого устанавливается крышка с вкладышем и затягивается с необходимым усилием (примерно 51 Н·м (Ньютон на метр), измерить эту величину можно, затягивая обследуемый узел динамометрическим ключом). После снятия крышки зазор определяется по степени сплющивания проволоки. Для оценки этого параметра существует номинальный зазор для каждой марки авто, и если проволока свидетельствует о том, что зазор больше, то потребуется ремонтный вкладыш.
- После проверки зазоров на всех шатунных шейках необходимо снять шатуны, демонтировать коленчатый вал и отправить его в расточку. Шлифовка проводится на специальном станке (центростремителе), который есть, конечно, не у каждого. Поэтому лучше это делать у мастера. После проведения расточки нужно выполнить подбор вкладышей коленвала, тут опять поможет микрометр и дальнейшая примерка с замером зазора.
- Когда размер вкладышей окончательно подобран, производится установка коленчатого вала в обратном порядке. Его элементы необходимо расположить на свои посадочные места и закрутить крышки коренных подшипников.
- Далее нужно решить вопрос, как поставить вкладыши на коленвал, и установить шатуны на свои места. Для этого они смазываются моторным маслом, их крышки закручиваются, так что непосредственная установка занимает минимум времени, не говоря о подготовке. Сборку коленчатого вала важно проводить с тем же сцеплением и маховиком, установленным в двигателе до ремонта.
Надо помнить, что коленчатый вал является одной из дорогих деталей в любом автомобиле. Кроме того, на него приходится самая большая нагрузка. Поэтому необходимо принимать все меры, чтобы продлить срок его эксплуатации. В этом вопросе своевременная расточка коленвала играет решающую роль. После этой процедуры все шейки становятся идеально гладкими и готовыми к дальнейшей работе. Именно этот фактор и определяет качество проведенного капитального ремонта.
вкладыши коленвала из бронз — Общий
Почему тут на заданные вопросы не получаешь ответов по существу…
Какой вопрос, таков и ответ.
Есть ли у кого опыт от установки вкладышей из бронз.?
Нет такого опыта на форуме (судя по постам). Вам лучше смотреть на пустую тему иль послушать мнения чтоб вынести рациональное зерно?
Это набивание постов?
Во имя чего? Смысла в этом нет.
Получилось переделать? Спрашиваю по большой нужде, мне или перезаливать или что-то…ни то ни то не представляю как.
Получилось. Мотор у меня оттарахтел на сельхозработах порядка 20ти часов. После этого был продан. Сейчас крутит генератор.
В двух словах:
1) Шатунную шейку надо прошлифовать начисто.
2) Шатун собирается, в стык шатун-крышка ставятся пластины для защиты вкладышей от поворота, зажимается это дело в патрон 1М63 и розтачивается круглое отверстие с таким учетом, что туда должны стать укороченные вкладыши от ВАЗ-2101 в ноль, без зазора. Точил и перемерял сам, никому не доверил.
3) Делал новые пластины в стык шатуна, ибо при проточке первые срезались.
4) Вкладыши обрезались по длине и ширине в количестве 4 шт. Напильником выпилил отверстие для смазки от черпачка крышки.
5) Шабрил стыки для плотной установки всех вкладышей.
6) Шабрил поверхность вкладышей и коленвала для легкого вращения с минимальным люфтом.
Автору эта информация тоже может быть полезна.